

Бессольвентная бумаго-покрывальная машина: экологичное решение 2026
2026-06-13
- Бессольвентная бумаго-покрывальная машина: экологичное решение 2026
- Почему рынок требует отказа от сольвентных технологий в 2026 году
- Технические характеристики и принцип работы бессольвентной линии
- Сравнение технологий: Бессольвентная vs Сольвентная vs Водно-дисперсионная
- Ключевые критерии выбора оборудования для российского рынка
- Экономика внедрения: расчет окупаемости (ROI)
- Типичные ошибки при эксплуатации и как их избежать
- Тренды 2026: Что ждет индустрию в ближайшие годы
- Почему выбирают ООО «Вэньчжоу Фэнмин Машиностроение»
- Часто задаваемые вопросы
- Заключение: Ваш следующий шаг к эффективному производству
Бессольвентная бумаго-покрывальная машина: экологичное решение 2026
В 2026 году промышленность упаковки столкнулась с беспрецедентным давлением со стороны регуляторов и потребителей. Европейский «Зеленый курс», ужесточение нормативов по летучим органическим соединениям (ЛОС) в России и странах СНГ, а также глобальный тренд на циркулярную экономику сделали традиционные методы ламинации с использованием растворителей экономически и юридически уязвимыми. Бессольвентная бумаго-покрывальная машина перестала быть нишевым оборудованием для премиум-сегмента; теперь это стандарт де-факто для любого предприятия, стремящегося сохранить конкурентоспособность.
Мы наблюдаем радикальный сдвиг в требованиях к оборудованию. Если пять лет назад покупатели спрашивали только о скорости линии, то сегодня первый вопрос звучит так: «Каков уровень выбросов и сколько энергии тратится на испарение?» Ответ очевиден: бессольвентные технологии исключают этап сушки, сокращая энергопотребление на 40–60% и полностью ликвидируя выбросы токсичных паров. Эта статья основана на нашем пятнадцатилетнем опыте внедрения линий ламинирования на заводах от Москвы до Шэньчжэня. Мы разберем технические нюансы, скрытые риски закупки и реальные цифры окупаемости, которые не всегда указывают в рекламных буклетах.
Почему рынок требует отказа от сольвентных технологий в 2026 году
Переход на бессольвентные адгезивы — это не просто дань моде на «экологичность». Это жесткая экономическая необходимость, продиктованная стоимостью энергии и сырья. В нашей практике был случай, когда крупный производитель гофрокартона в Ленинградской области продолжал использовать сольвентную линию. Из-за роста цен на природный газ и введения новых квот на выбросы ЛОС их операционные расходы выросли на 35% за один год. После аудита мы помогли им заменить линию, и срок окупаемости нового оборудования составил всего 14 месяцев за счет экономии на энергоресурсах и отсутствии затрат на системы рекуперации растворителей.
Традиционная ламинация с использованием клеев на основе растворителей требует мощных сушильных тоннелей. Температура в них достигает 80–120°C, чтобы испарить толуол, этилацетат или другие органические растворители. Этот процесс не только энергозатратен, но и опасен. Риск возгорания, необходимость установки взрывозащищенного оборудования и сложных систем вентиляции создают дополнительную нагрузку на капитальные затраты (CAPEX). Бессольвентная бумаго-покрывальная машина работает по принципу «нанесение – прессование – отверждение». Здесь нет этапа испарения, что кардинально меняет физику процесса.
Кроме того, качество продукции при бессольвентной ламинации часто выше. Отсутствие термического воздействия предотвращает деформацию тонких бумаг и фольги. Для производителей гибкой упаковки, работающих с материалами толщиной менее 12 мкм, это критически важно. Сольвентные клеи могут вызывать «апельсиновую корку» или микропузырьки из-за быстрого испарения растворителя. Бессольвентные полиуретановые или акриловые дисперсии ложатся ровным слоем, обеспечивая идеальную оптическую прозрачность и прочность склейки.
Источник: Росприроднадзор: Отчет о состоянии окружающей среды 2025
Действие: Проведите аудит текущих энергозатрат на сушку. Если они превышают 30% от общей стоимости производства упаковки, переход на бессольвентную технологию экономически обоснован уже сегодня.
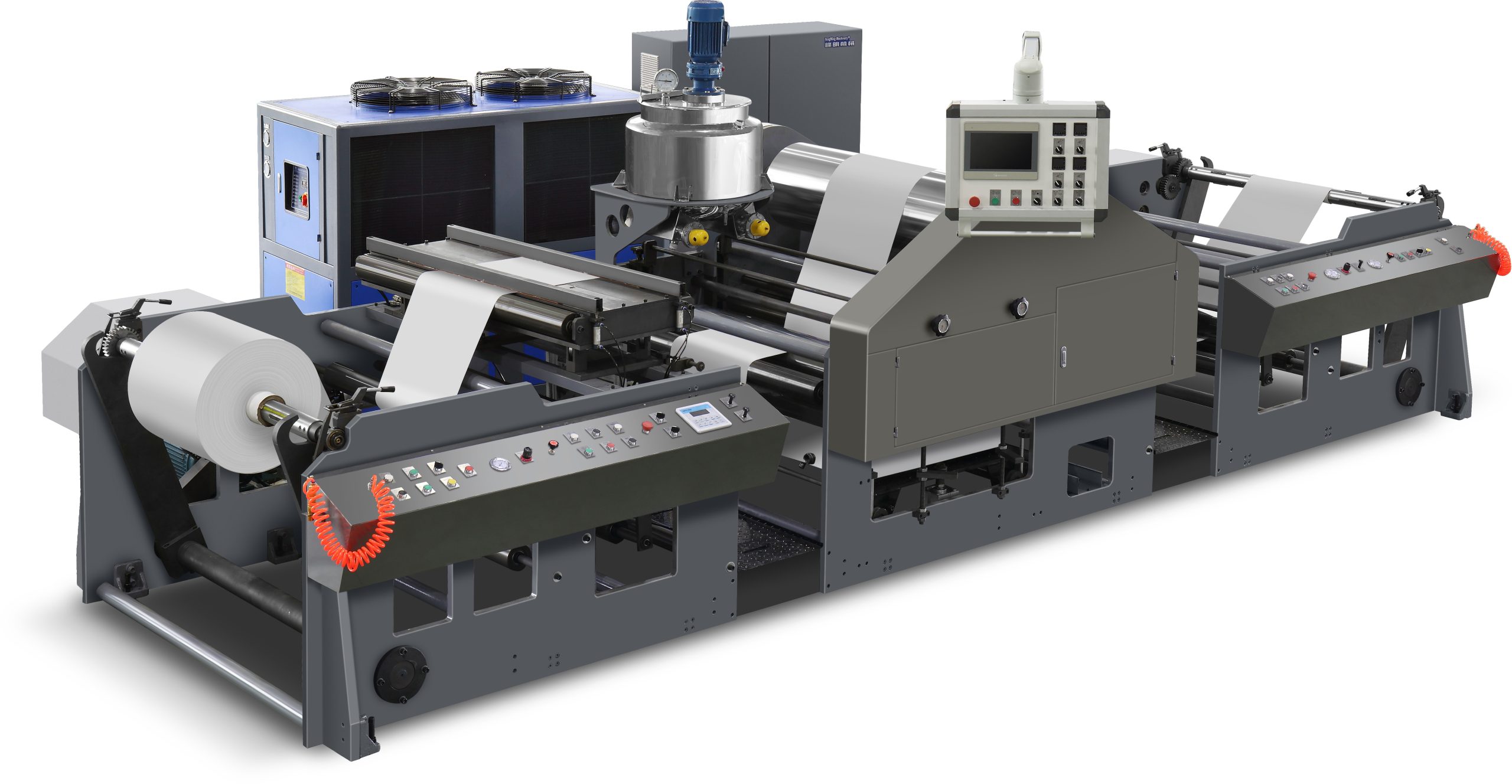
Технические характеристики и принцип работы бессольвентной линии
Чтобы правильно выбрать оборудование, необходимо понимать механику процесса. Бессольвентная бумаго-покрывальная машина состоит из нескольких ключевых узлов, каждый из которых влияет на конечное качество продукта. В отличие от сольвентных аналогов, здесь нет длинного сушильного канала. Вместо него используется система точного нанесения клея и высокоточный прижимной узел.
Система нанесения клея: гравюрный вал vs щелевая головка
Сердце машины — узел нанесения. В 2026 году доминируют два метода:
- Гравюрный вал (Gravure Roller): Классическое решение для высоких скоростей (до 300 м/мин). Глубина ячеек вала определяет количество наносимого клея (обычно 1.5–3.5 г/м²). Преимущество — стабильность при больших тиражах. Недостаток — сложность очистки при смене типа клея и высокие потери материала при настройке.
- Щелевая головка (Slot Die Coater): Более современное решение, обеспечивающее точность нанесения до ±0.1 г/м². Идеально для чувствительных материалов и частой смены заказов. Позволяет работать с более вязкими клеями без подогрева, что дополнительно экономит энергию.
В нашей практике мы рекомендуем щелевые головки для производителей этикеток и премиальной упаковки, где важна вариативность. Для массового производства гофрокартона или простых пакетов гравюрный вал остается более надежным и дешевым в обслуживании вариантом.
Узел ламинирования и контроля натяжения
После нанесения клея два субстрата (например, бумага и ПЭТ-пленка) соединяются в ламинирующем узле. Ключевой параметр здесь — контроль натяжения (Tension Control). Бумага гигроскопична и меняет размеры в зависимости от влажности. Если машина не оснащена автоматической системой компенсации натяжения с датчиками нагрузки на каждом валу, возникнут морщины или смещение слоев.
Современные машины 2026 года оснащаются цифровыми системами управления натяжением на базе PLC (программируемых логических контроллеров). Они корректируют скорость двигателей в реальном времени, реагируя на растяжение материала с точностью до миллисекунд. Мы видели случаи, когда экономия на системе натяжения приводила к браку до 15% продукции на тонких пленках. Это ложная экономия.
Система отверждения (Curing)
Хотя мгновенной сушки нет, клей должен полимеризоваться. Большинство бессольвентных клеев требуют прохождения через туннель низкотемпературного отверждения (40–60°C) или использования УФ-лампы (для УФ-отверждаемых клеев). Время пребывания в туннеле составляет от 24 до 72 часов для полной химической реакции, но начальная схватываемость происходит сразу. Машина может быть оснащена модулем предварительного нагрева, который ускоряет первичную адгезию, позволяя сворачивать рулон сразу после выхода из линии.
Действие: Запросите у поставщика спецификацию системы натяжения. Убедитесь, что она поддерживает закрытый контур управления (closed-loop control) для каждого независимого участка пути материала.
Сравнение технологий: Бессольвентная vs Сольвентная vs Водно-дисперсионная
Выбор технологии часто вызывает споры. Чтобы принять взвешенное решение, сравним три основных подхода по ключевым параметрам. Важно понимать, что «лучшей» технологии не существует — есть наиболее подходящая под ваши задачи.
| Параметр | Бессольвентная (Solvent-free) | Сольвентная (Solvent-based) | Водно-дисперсионная (Water-based) |
|---|---|---|---|
| Энергопотребление | Низкое (нет сушки, только подогрев клея) | Очень высокое (испарение растворителей) | Высокое (испарение воды требует много тепла) |
| Скорость линии | Высокая (150–350 м/мин) | Средняя (100–250 м/мин, лимитирована сушкой) | Низкая/Средняя (80–200 м/мин) |
| Экологичность (ЛОС) | Нулевые выбросы | Высокие выбросы (требует рекуперации) | Низкие выбросы |
| Стоимость клея (за м²) | Средняя/Высокая | Низкая | Низкая/Средняя |
| Прозрачность шва | Отличная (идеально для прозрачных пленок) | Хорошая (риск помутнения) | Средняя (риск побеления шва) |
| Требования к безопасности | Стандартные промышленные | Взрывозащита, спец. вентиляция | Стандартные промышленные |
| Время готовности к использованию | 24–48 часов (полная полимеризация) | Сразу после охлаждения | 24–72 часа (удаление остаточной влаги) |
Анализ таблицы показывает четкую тенденцию. Если вы производите упаковку для пищевых продуктов, где важна прозрачность и отсутствие запаха, бессольвентная технология выигрывает безоговорочно. Сольвентные клеи могут оставлять остаточный запах, который недопустим для кофе, чая или кондитерских изделий. Водно-дисперсионные клеи дешевле, но они чувствительны к влажности воздуха и могут вызывать коробление бумаги из-за содержания воды.
Один из наших клиентов, производитель упаковки для замороженных продуктов, столкнулся с проблемой расслоения при использовании водно-дисперсионного клея в зимний период. Низкая влажность в цеху приводила к слишком быстрому высыханию клея до момента прессования. Переход на бессольвентный двухкомпонентный полиуретановый клей решил проблему полностью, так как этот процесс не зависит от влажности воздуха.
Действие: Если ваша продукция контактирует с пищей или требует высокой оптической прозрачности, выбирайте бессольвентную технологию. Для технической упаковки, где важна только прочность, можно рассмотреть более дешевые аналоги.
Ключевые критерии выбора оборудования для российского рынка
Покупка машины — это инвестиция на 10–15 лет. Ошибки в выборе конфигурации обходятся дорого. Вот на что нужно смотреть в первую очередь, оценивая предложения поставщиков в 2026 году.
1. Совместимость с местными стандартами и сертификация
Оборудование, поставляемое в Россию и страны ЕАЭС, должно иметь сертификат соответствия ТР ТС (ЕАС). Но этого недостаточно. Проверьте соответствие электрических компонентов стандартам ГОСТ. Многие китайские производители предлагают машины с европейскими двигателями (Siemens, ABB), но с китайской системой управления. Убедитесь, что интерфейс панели оператора (HMI) доступен на русском языке, а сервисная документация переведена корректно. Отсутствие русификации может увеличить время простоя при авариях на часы, пока персонал разбирается с ошибками.
2. Тип привода и точность синхронизации
Современные машины используют систему приводов «Master-Slave» или полностью независимые серводвигатели на каждом валу. Избегайте машин с механическими редукторами и одним главным двигателем, если вы планируете работать с разными материалами. Электронная синхронизация (Electronic Line Shaft) позволяет менять длину рапорта и натяжение «на лету», без остановки машины. Это критично для коротких тиражей, которые становятся все более популярными.
3. Система очистки и обслуживания
Бессольвентные клеи, особенно двухкомпонентные, затвердевают необратимо. Если клей попадет на валы или направляющие и засохнет, его удаление потребует демонтажа узлов и использования агрессивной химии. Ищите машины с системой автоматической очистки валов (Auto-wash system) и легким доступом к узлам нанесения. Наличие быстросъемных гравюрных валов или кассет для щелевых головок сокращает время переналадки с 4 часов до 30 минут.
4. Энергоэффективность и рекуперация тепла
Даже в бессольвентных машинах есть зоны подогрева. Проверьте, оснащена ли машина теплообменниками для рекуперации тепла от двигателей и компрессоров. В условиях высоких тарифов на электроэнергию это может сэкономить до 10–15% эксплуатационных расходов. Также обратите внимание на класс энергоэффективности двигателей (IE3 или IE4).
Действие: Составьте чек-лист требований к переналадке. Если смена заказа занимает более 1 часа, машина не подходит для современного гибкого производства.
Экономика внедрения: расчет окупаемости (ROI)
Многие руководители отказываются от бессольвентных машин из-за более высокой стоимости самого клея. Да, килограмм бессольвентного полиуретана дороже, чем килограмм сольвентного. Но считать нужно стоимость квадратного метра готовой продукции, а не килограмма сырья.
Рассмотрим реальный кейс нашего клиента из Казахстана, производящего 5 млн м² упаковки в месяц.
- Расход клея: Бессольвентный клей наносится слоем 1.8 г/м², сольвентный — 2.5–3.0 г/м² (сухой остаток). То есть физического расхода меньше.
- Энергия: Отказ от газового сушильного тоннеля сэкономил предприятию около 12 000 куб. м газа в месяц.
- Скорость: Линия работает на скорости 250 м/мин против 180 м/мин на старой линии. Выработка выросла на 38% без увеличения фонда оплаты труда.
- Брак: Снижение брака с 3% до 0.8% за счет отсутствия дефектов сушки.
В итоге, несмотря на то, что клей дороже на 20%, общая себестоимость квадратного метра упала на 15%. Капитальные затраты на новую линию окупились за 16 месяцев. Это консервативный прогноз; при более высоких объемах окупаемость наступает быстрее.
Важно учитывать и скрытые издержки сольвентных технологий: стоимость лицензий на выбросы, страхование пожароопасного производства, медицинские осмотры сотрудников, работающих с токсичными веществами. В 2026 году эти расходы только растут.
Действие: Запросите у поставщика калькулятор TCO (Total Cost of Ownership). Сравните не цену машины, а стоимость владения ею за 5 лет.
Типичные ошибки при эксплуатации и как их избежать
Даже самое лучшее оборудование будет простаивать, если персонал не обучен специфике бессольвентных процессов. Мы выделили три самые частые проблемы, с которыми сталкиваются новички.
Ошибка 1: Неправильное соотношение компонентов клея
Двухкомпонентные бессольвентные клеи состоят из полиола и изоцианата. Соотношение должно быть точным до грамма. Если пропорция нарушена, клей либо не затвердеет полностью (останется липким), либо станет хрупким и потеряет адгезию. Автоматические смесительные узлы (Mixing Units) должны проходить калибровку каждые 3 месяца. Мы видели случаи, когда операторы игнорировали сигналы датчиков давления, что приводило к потере целой партии продукции на складе через неделю после выпуска.
Ошибка 2: Игнорирование температуры окружающей среды
Вязкость бессольвентного клея сильно зависит от температуры. Зимой, когда в цеху +15°C, клей становится слишком густым и плохо распределяется по валу. Летом, при +30°C, он становится слишком жидким и может выдавливаться из шва («squeeze-out»). Машина должна быть оснащена системой термостатирования клеевых бачков и валов. Если такой системы нет, необходимо строго контролировать температуру в помещении. Идеальный диапазон — 23–25°C.
Ошибка 3: Недостаточное время выдержки перед резкой
Бессольвентный клей набирает окончательную прочность в течение 24–48 часов. Если рулон разрезать или отправлять в печать сразу после ламинации, края могут расслаиваться, а при флексопечати краска может взаимодействовать с непрозрачным клеем. Необходимо организовать зону временного хранения (buffer zone) с контролируемой температурой. Спешка на этом этапе сводит на нет все преимущества технологии.
Действие: Внедрите журнал контроля температуры клея и помещения. Обучите операторов признакам нарушения пропорций смешивания.
Тренды 2026: Что ждет индустрию в ближайшие годы
Рынок оборудования для ламинирования не стоит на месте. Вот три тренда, которые определяют облик машин следующего поколения.
1. Интеграция IoT и предиктивная аналитика. Современные машины передают данные о вибрации подшипников, температуре двигателей и расходе клея в облако. Искусственный интеллект анализирует эти данные и предупреждает о возможной поломке за несколько дней до ее возникновения. Это снижает незапланированные простои на 90%. Для российских предприятий это особенно актуально в условиях сложной логистики запчастей.
2. Работа с моно-материалами. Глобальный тренд на перерабатываемость требует перехода от многослойных структур (PET/PE/PA) к моно-материалам (например, PE/PE). Бессольвентные клеи лучше подходят для склейки однородных полимеров, так как обеспечивают высокую прочность шва при минимальном слое. Машины 2026 года оптимизированы именно под такие легкие и тонкие материалы.
3. Модульность и компактность. Производители стремятся уменьшить footprint (площадь занимаемого места) оборудования. Новые модели бессольвентных линий занимают в 2 раза меньше места, чем сольвентные, благодаря отсутствию сушильного тоннеля. Это позволяет размещать производство в существующих цехах без дорогостоящего строительства новых зданий.
Источник: Smithers Pira: The Future of Sustainable Packaging to 2026
Почему выбирают ООО «Вэньчжоу Фэнмин Машиностроение»
Выбор партнера для поставки высокотехнологичного оборудования — задача не менее важная, чем выбор самой технологии. На рынке, насыщенном предложениями, выделяется ООО «Вэньчжоу Фэнмин Машиностроение» — предприятие с почти 20-летней историей (основано в 2006 году), расположенное в промышленном кластере провинции Чжэцзян, Китай. Компания зарекомендовала себя как надежный технологический партнер, объединяющий НИОКР, инженерное проектирование и серийное производство в единую эффективную систему.
Производственная база «Фэнмин» занимает 9300 квадратных метров и укомплектована современными станками и испытательными стендами. Штат компании насчитывает более 120 квалифицированных специалистов, включая инженеров-конструкторов и экспертов по автоматизации. Такой подход позволяет осуществлять строгий внутрипроизводственный контроль на всех этапах: от приемки комплектующих до финальных тестов готовых машин. Каждое изделие проходит многоуровневую проверку на точность позиционирования, синхронизацию секций и стабильность скоростных режимов, что критически важно для бессольвентных линий, где малейший сбой натяжения ведет к браку.
Линейка продукции компании широко диверсифицирована и включает не только флексографские и офсетные печатные машины, но и специализированное оборудование для нанесения покрытий. В частности, модели покрывных машин для тонкой и толстой бумаги (серия FM-TP1450) разработаны с учетом современных экологических требований. Они идеально интегрируются в бессольвентные процессы, обеспечивая высокую точность нанесения и минимизацию отходов. Оборудование «Фэнмин» активно применяется в пищевой и медицинской промышленности, где стандарты качества и безопасности максимально строги.
География поставок ООО «Вэньчжоу Фэнмин Машиностроение» охватывает более 30 стран, включая Россию, Великобританию, Турцию и страны Юго-Восточной Азии. Компания придерживается принципа «Качество — это рынок завтрашнего дня», предлагая клиентам не просто «железо», а комплексную поддержку: от технической консультации на этапе проектирования линии до обучения персонала и оперативного сервисного обслуживания. Наличие отлаженной логистики гарантирует своевременную доставку оборудования, а адаптация интерфейсов и документации под потребности локальных рынков (включая русификацию) значительно снижает порог входа для новых пользователей.
Часто задаваемые вопросы
Можно ли переоборудовать сольвентную машину в бессольвентную?
Теоретически — да, но экономически это нецелесообразно. Вам придется демонтировать сушильный тоннель, заменить систему нанесения клея, установить новые валы и модернизировать систему управления. Стоимость такой модернизации составит 60–70% от цены новой машины, при этом вы получите оборудование с изношенной механической частью. Мы рекомендуем покупать специализированную бессольвентную линию, спроектированную изначально под эту технологию.
Безопасна ли бессольвентная упаковка для пищевых продуктов?
Да, при условии использования сертифицированных клеев. Бессольвентные полиуретановые клеи не содержат растворителей, поэтому риск миграции токсичных веществ в продукт минимален. Однако необходимо соблюдать время выдержки для полной полимеризации изоцианатов. Требуйте у поставщика клея сертификаты соответствия санитарно-эпидемиологическим нормам (СанПиН) и регламентам ЕС (например, EU 10/2011).
Какова максимальная ширина рулона для таких машин?
Стандартные промышленные модели предлагают рабочую ширину от 1000 мм до 2500 мм. Для производства широких сельскохозяйственных мешков или строительных материалов существуют машины шириной до 3200 мм. Выбор ширины зависит от вашего ассортимента. Не берите машину с запасом «на будущее», если 90% ваших заказов — это узкие форматы. Работа на широкой машине с узким материалом приводит к перерасходу клея по краям и неравномерному натяжению.
Сложно ли найти запчасти для китайских бессольвентных машин?
Это зависит от производителя. Крупные заводы, работающие на экспорт, такие как «Вэньчжоу Фэнмин Машиностроение», держат склады запчастей в ключевых регионах или обеспечивают быструю логистику. Основные компоненты (двигатели, датчики, PLC) обычно являются брендовыми (Siemens, Schneider, Omron), поэтому их можно заменить аналогами на местном рынке. Проблемы могут возникнуть только с уникальными механическими деталями, такими как гравюрные валы или специфические шнеки насосов, поэтому наличие прямой поддержки от производителя критически важно.
Заключение: Ваш следующий шаг к эффективному производству
Бессольвентная бумаго-покрывальная машина — это не просто замена одного типа клея другим. Это переход на новый уровень производственной культуры: более чистой, безопасной и экономически эффективной. В 2026 году оставаться на старых сольвентных технологиях — значит добровольно снижать свою маржинальность и рисковать штрафами со стороны экологических инспекций.
Мы видим, что компании, которые инвестировали в эту технологию 2–3 года назад, сегодня лидируют в своих сегментах благодаря гибкости, качеству продукции и низкой себестоимости. Если вы планируете модернизацию или запуск новой линии, начните с технического аудита ваших текущих процессов. Определите, какие материалы вы используете, каковы ваши объемы и какие требования к качеству предъявляют ваши клиенты.
Не бойтесь задавать сложные вопросы поставщикам. Требуйте тестовых прогонов на вашем материале. Просите контакты действующих клиентов в вашем регионе. Правильный выбор оборудования — это залог стабильной прибыли на долгие годы.
Если вы готовы обсудить технические детали, рассчитать окупаемость для вашего конкретного случая или получить консультацию по выбору модели, наши эксперты готовы помочь. Мы работаем с ведущими производителями оборудования, такими как ООО «Вэньчжоу Фэнмин Машиностроение», и знаем все нюансы их эксплуатации в реальных условиях.
Свяжитесь с нами сегодня, чтобы получить персонализированное коммерческое предложение и техническую спецификацию, соответствующую вашим задачам.
Читайте также: Выбор флексографской печатной машины для этикеток | Тренды в производстве гибкой упаковки 2026




-


-


-
-


WeChat

-
WhatsApp
