

Автоматический рулонно-рулонный покрывной агрегат для бумаги завод
2026-06-13
- Автоматический рулонно-рулонный покрывной агрегат для бумаги: выбор завода и технические нюансы
- Ключевые технологические узлы: что определяет качество покрытия
- Критерии выбора завода-производителя: опыт и надежность
- Технические характеристики: на что смотреть в спецификации
- Экономика проекта: скрытые расходы и ROI
- Этапы сотрудничества с заводом: от ТЗ до запуска
- Часто задаваемые вопросы
- Заключение: инвестиция в качество, а не просто покупка железа
Автоматический рулонно-рулонный покрывной агрегат для бумаги: выбор завода и технические нюансы
Поиск надежного поставщика, способного спроектировать и собрать автоматический рулонно-рулонный покрывной агрегат для бумаги, — это не просто закупка оборудования. Это стратегическое решение, определяющее рентабельность вашего производства на ближайшие 15–20 лет. В нашей практике мы неоднократно сталкивались с ситуацией, когда предприятия закупали машины по низкой начальной цене, но теряли миллионы рублей на простое из-за нестабильного натяжения полотна или низкого качества нанесения покрытия.
Рынок промышленного оборудования для целлюлозно-бумажной промышленности (ЦБП) перенасыщен предложениями. Однако лишь немногие заводы обладают компетенцией для создания полностью автоматизированных линий, соответствующих современным стандартам энергоэффективности и точности. Эта статья написана инженерами, которые ежедневно работают с гидродинамикой покрытий, системами управления натяжением и механикой высокоскоростных валов. Мы не будем использовать маркетинговые лозунги. Вместо этого мы разберем конкретные технические параметры, риски интеграции и критерии, по которым следует оценивать завод-производитель.
Если вы планируете модернизацию существующей линии или запуск нового производства, этот материал станет вашим техническим фильтром. Он поможет отсеять посредников и выявить производителей, способных обеспечить стабильное качество продукции при скорости машины свыше 800 м/мин.
Ключевые технологические узлы: что определяет качество покрытия
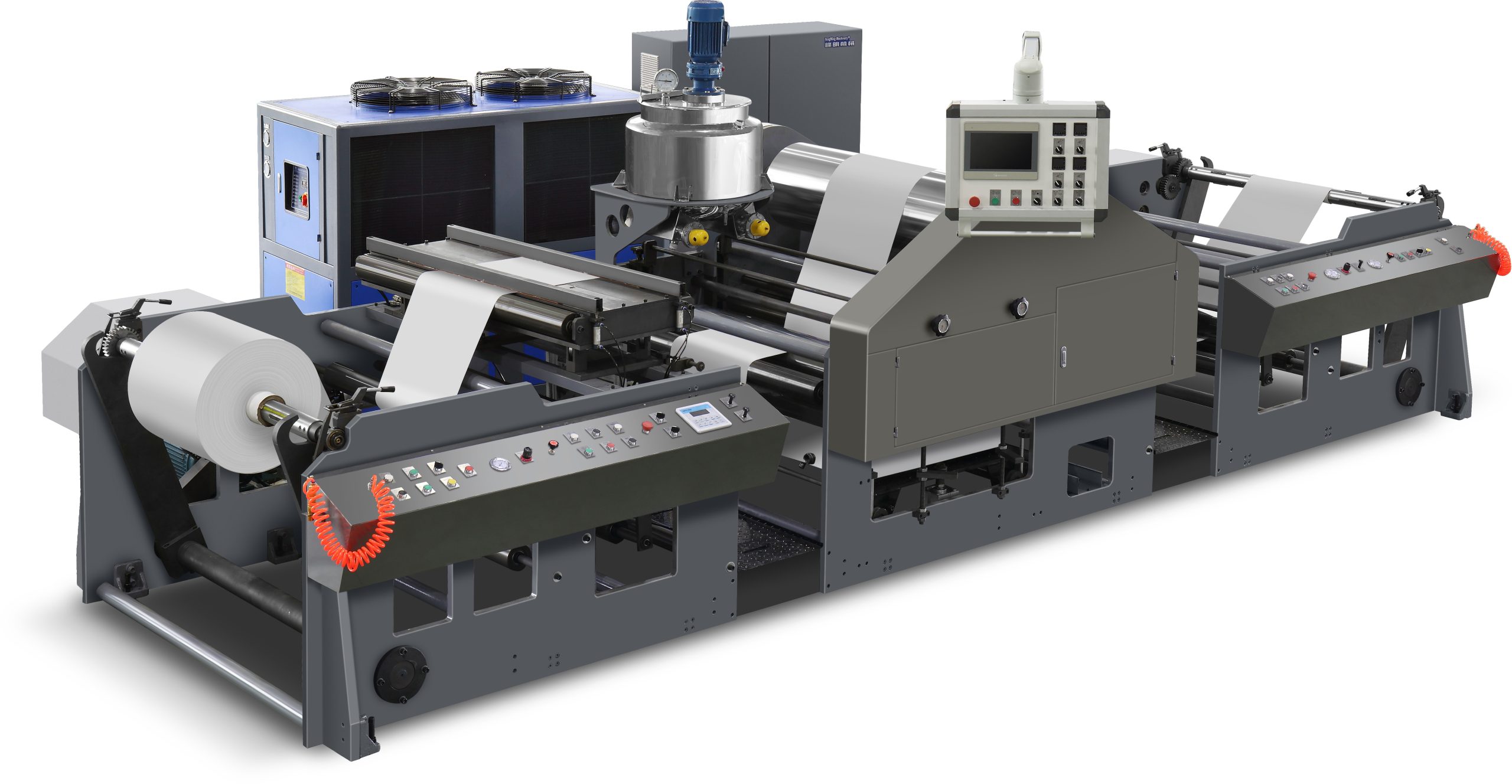
Автоматический рулонно-рулонный покрывной агрегат — это сложная кибернетическая система. Ее задача заключается в нанесении жидкого состава (клея, латекса, пигментной пасты) на бумажное полотно с заданной грамматурой и последующей сушкой. Ошибка в проектировании любого узла приводит к браку: полосам, пузырям или неравномерному распределению состава.
Система нанесения: щелевая головка против валковой системы
Выбор метода нанесения зависит от типа покрытия и требуемой толщины слоя. Современные заводы предлагают два основных решения:
- Щелевые головки (Slot Die Coaters): Обеспечивают высочайшую точность нанесения тонких слоев (от 5 до 50 мкм). Идеальны для барьерных покрытий и функциональных бумаг. Требуют идеальной очистки состава, так как малейшая частица может закупорить щель.
- Валковые системы (Roll Coaters): Включают гладкие валы, гравированные валы и ракли. Более универсальны, позволяют работать с вязкими составами и достигать высокой производительности. Однако они сложнее в настройке профиля покрытия по ширине полотна.
В нашей практике был случай, когда клиент настаивал на использовании дешевой валковой системы для нанесения ультратонкого силиконового слоя. Результатом стал брак 40% продукции из-за микрополос. Переход на прецизионную щелевую головку решил проблему, но потребовал замены насосной группы. Поэтому выбор технологии должен предшествовать выбору завода.
Система контроля натяжения (Web Tension Control)
Бумага — материал гигроскопичный и чувствительный к механическим нагрузкам. При прохождении через покрывной агрегат полотно подвергается растяжению. Если натяжение неравномерно, возникает эффект “шейки” (neck-in) или разрывы.
Качественный автоматический агрегат оснащается многозонной системой контроля натяжения. Датчики тензометрические или ультразвуковые должны располагаться на входе, в зоне нанесения и на выходе. Система должна реагировать на изменения скорости за миллисекунды. Заводы, экономящие на частотных преобразователях и алгоритмах ПИД-регулирования, поставляют машины, которые работают стабильно только на низких скоростях. При выходе на проектную мощность (например, 600 м/мин) такие линии начинают генерировать брак.
Проверьте, предлагает ли завод интеграцию с вашей существующей системой АСУ ТП. Открытые протоколы связи (Modbus TCP, Profinet) являются стандартом для современного оборудования. Закрытые системы привязывают вас к одному сервисному инженеру, что недопустимо для непрерывного производства.
Сушильная камера и энергетическая эффективность
Нанесение покрытия — это только половина процесса. Вторая половина — удаление растворителя или воды. Энергозатраты на сушку составляют до 60% от общей стоимости эксплуатации линии. Современные заводы внедряют системы рекуперации тепла и инфракрасные (ИК) модули перед конвективной сушкой.
ИК-сушка позволяет быстро закрепить поверхностный слой покрытия, предотвращая миграцию связующего вглубь бумаги. Это критически важно для мелованных бумаг высокого глянца. Конвективная сушка затем удаляет остаточную влагу. Эффективность теплообменников должна составлять не менее 85%. Если завод не предоставляет расчет удельного расхода энергии (кВт·ч на кг испаренной воды), это красный флаг. Требуйте эти данные на этапе переговоров.
Критерии выбора завода-производителя: опыт и надежность
Когда вы ищете производителя, который изготовит автоматический рулонно-рулонный покрывной агрегат для бумаги, вы фактически выбираете партнера по инжинирингу. Цена оборудования важна, но стоимость владения (TCO) важнее. Рассмотрим ключевые факторы, отличающие профессиональный завод от сборочного цеха.
Инженерная экспертиза и собственное производство
Многие компании позиционируют себя как производители, но фактически являются интеграторами, покупающими компоненты у третьих лиц. Это не всегда плохо, если интеграция выполнена грамотно. Однако наличие собственного машиностроительного парка (токарные, фрезерные станки с ЧПУ, сварочные роботы) позволяет заводу контролировать геометрию валов и рам.
Биение валов — главный враг равномерного покрытия. Допуск на биение рабочего вала не должен превышать 0,02 мм на метр длины. Проверить это можно только на производственной площадке. Запросите видеоотчет или организуйте визит на завод. Обратите внимание на участок балансировки валов. Если там нет современного балансировочного станка, качество покрытия будет страдать на высоких скоростях.
Ярким примером подхода, основанного на глубокой инженерной экспертизе и собственном производстве, является ООО «Вэньчжоу Фэнмин Машиностроение». Основанная в 2006 году в промышленной зоне Ваньцюань (Китай), компания прошла путь от локального производителя до международного поставщика высокоточного оборудования. Производственная база площадью 9300 м² оснащена современными станками с ЧПУ и испытательными стендами, что позволяет контролировать каждый этап — от приемки комплектующих до финальных тестов. Команда из более чем 120 специалистов, включая конструкторов и экспертов по автоматизации, обеспечивает тот самый уровень контроля геометрии и балансировки, о котором говорилось выше. Такой подход исключает риск получения оборудования с скрытыми дефектами сборки, характерный для компаний-интеграторов без собственной производственной базы.
Опыт реализации проектов в ЦБП
Универсальные машиностроительные заводы часто берутся за заказы на оборудование для бумаги, не понимая специфики материала. Бумага рвется, растягивается и меняет свойства в зависимости от влажности. Опытный завод имеет портфолио реализованных проектов в сфере ЦБП.
Запросите референс-лист. Свяжитесь с действующими клиентами завода. Спросите не о том, “нравится ли им машина”, а о конкретных показателях:
- Каков процент брака при запуске и после года работы?
- Как часто требуется калибровка датчиков?
- Какова реальная скорость работы по сравнению с заявленной?
В одном из наших проектов мы работали с заводом, который ранее производил оборудование для текстильной промышленности. Их машина отлично справлялась с тканью, но рвала тонкую бумагу плотностью 40 г/м² из-за слишком жесткой системы натяжения. Переделка системы заняла 3 месяца и стоила 15% от цены контракта. Избегайте таких ошибок, выбирая специализированного производителя.
Здесь важно обращать внимание на диверсификацию опыта. Например, линейка продукции «Вэньчжоу Фэнмин» включает не только стандартные упаковочные машины, но и специализированные покрывные агрегаты для тонкой и толстой бумаги (модель FM-TP1450), а также парафинаторы. Опыт работы с пищевой и медицинской упаковкой, где требования к гигиене и точности нанесения критически высоки, напрямую транслируется в качество оборудования для бумажной промышленности. Наличие более чем 17-летнего опыта и поставок в 30+ стран (включая Россию, Европу и Азию) служит подтверждением того, что технологии завода адаптированы под различные климатические и производственные условия.
Сертификация и соответствие стандартам
Оборудование должно соответствовать стандартам безопасности и качества рынка сбыта. Для России и стран ЕАЭС обязательна сертификация по нормам Технических регламентов (ТР ТС). Наличие маркировки EAC обязательно.
Для экспорта продукции или если завод использует европейские компоненты, наличие сертификата CE (Conformité Européenne) говорит о высоком уровне культуры производства. Стандарт ISO 9001:2015 подтверждает, что на заводе внедрена система менеджмента качества. Это не гарантия того, что каждый болт будет идеальным, но это гарантия того, что у завода есть процедуры отслеживания дефектов и их устранения.
Также обратите внимание на соответствие электротехнической части стандартам ГОСТ IEC 60204-1 (Безопасность машин. Электрооборудование). Это обеспечит совместимость с вашими сетями и безопасность персонала. Ведущие производители, такие как «Вэньчжоу Фэнмин», интегрируют экологические стандарты и требования безопасности непосредственно в процесс R&D (НИОКР), обеспечивая соответствие как международным, так и локальным нормам стран-импортеров.
Технические характеристики: на что смотреть в спецификации
Спецификация оборудования — это юридически значимый документ. В ней должны быть зафиксированы не только общие размеры, но и эксплуатационные пределы. Ниже приведены критические параметры, которые должен содержать паспорт на автоматический рулонно-рулонный покрывной агрегат для бумаги.
| Параметр | Рекомендуемое значение / Примечание | Влияние на процесс |
|---|---|---|
| Рабочая ширина полотна | До 3500 мм (с запасом 100-200 мм) | Определяет максимальный формат продукции. Запас необходим для компенсации колебаний полотна. |
| Максимальная скорость | 600–1200 м/мин (в зависимости от типа покрытия) | Прямое влияние на производительность. Уточните скорость для конкретного вида покрытия. |
| Точность нанесения | ±1.5 г/м² или ±5% от целевого значения | Влияет на расход дорогостоящих химических составов и однородность продукта. |
| Диапазон плотности бумаги | 30–400 г/м² | Определяет универсальность машины. Узкий диапазон ограничивает ассортимент. |
| Мощность приводов | Указывается суммарно и по зонам (кВт) | Позволяет рассчитать пиковые нагрузки на электросеть завода. |
| Уровень шума | Не более 75 дБА на расстоянии 1 м | Требование охраны труда. Превышение требует дополнительных затрат на шумоизоляцию. |
Обратите особое внимание на пункт “Точность нанесения”. Некоторые заводы указывают теоретическую точность, достижимую в лабораторных условиях. Требуйте указать точность при максимальной рабочей скорости и при использовании стандартных промышленных составов. Разница может быть двукратной.
Еще один важный параметр — время перехода с одного сорта продукции на другой (make-ready time). Автоматизированные системы позволяют сократить это время с нескольких часов до 15–20 минут благодаря рецептурному управлению. Если в спецификации не указан механизм быстрой смены рецептов, уточните, как осуществляется переналадка. Ручная регулировка зазоров и давлений — это прошлый век, ведущий к простоям и человеческим ошибкам.
Экономика проекта: скрытые расходы и ROI
Покупка оборудования — это верхушка айсберга. Чтобы рассчитать реальную окупаемость инвестиций (ROI), необходимо учесть все сопутствующие расходы. Часто бюджет проекта увеличивается на 20–30% именно за счет неучтенных факторов.
Стоимость монтажа и пусконаладки
Завод-производитель обычно предоставляет шеф-монтаж. Однако подготовка фундамента, подвод коммуникаций (пар, вода, сжатый воздух, электричество) ложится на плечи заказчика. Ошибки в подготовке фундамента могут привести к вибрации машины, что недопустимо для прецизионного оборудования.
Требуйте от завода план подготовительных работ за 3 месяца до поставки. В нем должны быть указаны точки подключения, требования к качеству воздуха (класс чистоты по ISO 8573-1) и параметры стабилизации напряжения. Использование нестабильного напряжения без промышленных стабилизаторов может вывести из строя сервоприводы и контроллеры.
Расходные материалы и запасные части
Срок службы ракелей, уплотнений, фильтров и форсунок ограничен. Узнайте стоимость годового комплекта расходных материалов. Некоторые заводы продают оборудование дешево, но монополизируют поставку запчастей, завышая цены в 3–5 раз.
Стремитесь к использованию стандартизированных компонентов (подшипники SKF/FAG, пневматика Festo/SMC, электроника Siemens/Schneider). Это позволит вам закупать запчасти напрямую у дистрибьюторов, минуя завод, и сократит время ожидания ремонта. Надежные производители заранее предусматривают использование унифицированных узлов, что упрощает логистику обслуживания. Компании с развитой международной дистрибуцией, такие как «Вэньчжоу Фэнмин», обычно имеют отлаженные каналы поставки запасных частей в регионы присутствия, что минимизирует время простоя в случае непредвиденных ситуаций.
Обучение персонала
Сложное автоматизированное оборудование требует квалифицированного обслуживания. В контракт должна быть включена программа обучения для операторов и сервисных инженеров. Обучение должно проводиться не только на словах, но и с выдачей подробных мануалов на русском языке.
Отсутствие качественного обучения приводит к тому, что операторы работают на машине в “аварийном” режиме, игнорируя возможности автоматизации. Это снижает производительность и увеличивает износ. Мы видели случаи, когда машина, способная работать на 800 м/мин, годами эксплуатировалась на 400 м/мин из-за страха персонала перед сложной панелью управления.
Этапы сотрудничества с заводом: от ТЗ до запуска
Процесс заказа автоматического рулонно-рулонного покрывного агрегата для бумаги должен быть прозрачным и поэтапным. Нарушение последовательности этапов — частая причина срыва сроков и превышения бюджета.
- Разработка Технического Задания (ТЗ). На этом этапе вы формулируете требования к продукту, который будете производить. Завод должен помочь вам перевести эти требования в технические параметры машины. Не подписывайте типовое ТЗ завода без адаптации под ваши нужды.
- Концептуальное проектирование. Завод предоставляет 3D-модель линии, план расстановки оборудования и кинематическую схему. На этом этапе можно внести изменения в компоновку без серьезных финансовых потерь. Проверьте удобство обслуживания узлов: есть ли доступ к двигателям, легко ли менять валы?
- Детальное проектирование и согласование. Разработка электрических схем, подбор компонентов. Утверждение списка поставщиков комплектующих (Vendor List). Это ваш контроль над качеством “начинки” машины.
- Производство и фабричные испытания (FAT). Вы или ваш представитель присутствуете на заводе при тестировании машины. Проверяется работа всех систем, герметичность, безопасность. Машина не должна отгружаться без подписанного акта FAT.
- Доставка и монтаж. Логистика негабаритного груза требует тщательного планирования. Монтаж выполняется бригадой завода под надзором ваших специалистов.
- Пусконаладка и приемка (SAT). Запуск машины с вашим сырьем. Выход на проектную скорость и качество. Подписание акта приемки.
Каждый этап должен фиксироваться документально. Оплата должна быть привязана к завершению этапов (например, 30% аванс, 30% после утверждения проекта, 30% перед отгрузкой, 10% после успешного запуска). Такая схема мотивирует завод соблюдать сроки и качество.
Часто задаваемые вопросы
Какой срок изготовления автоматического покрывного агрегата?
Стандартный срок производства составляет 4–6 месяцев. Сложные нестандартные линии могут изготавливаться до 8–9 месяцев. Срок зависит от сложности автоматики и загрузки завода. Если вам обещают изготовление за 2 месяца, это повод насторожиться: либо качество будет низким, либо сроки сорвутся. Всегда закладывайте резерв времени в график проекта.
Можно ли модернизировать существующую линию, добавив покрывной агрегат?
Да, это распространенная практика. Однако необходимо провести аудит существующей сушильной части и системы натяжения. Часто старая сушилка не справляется с увеличенной влажностью после нанесения покрытия. В таком случае потребуется замена или модернизация сушильных цилиндров. Завод должен выполнить расчет теплового баланса перед принятием решения.
Какое обслуживание требуется в первый год эксплуатации?
Первый год является критическим. Требуется ежемесячная проверка натяжения ремней и цепей, калибровка датчиков давления и расхода, замена фильтров насосной станции. Также рекомендуется проведение термографии электрощитов для выявления перегрева контактов. Большинство заводов предлагают сервисный контракт на первый год. Это оправдано, так как позволяет оперативно устранять “детские болезни” оборудования.
Влияет ли влажность в цехе на работу агрегата?
Да, значительно. Бумага меняет размеры и механические свойства при изменении влажности. Для стабильной работы покрывного агрегата необходимо поддерживать климат-контроль в цехе: температура 20–24°C, относительная влажность 50–60%. Отсутствие кондиционирования приведет к постоянным обрывам полотна и неравномерному покрытию, особенно в зимний период.
Заключение: инвестиция в качество, а не просто покупка железа
Выбор завода для производства автоматического рулонно-рулонного покрывного агрегата для бумаги определяет конкурентоспособность вашего бизнеса. Дешевое оборудование часто становится дорогим из-за простоев, брака и высокого расхода химикатов. Профессиональный подход подразумевает глубокий анализ технических требований, проверку компетенций производителя и четкое планирование этапов внедрения.
Мы рекомендуем не гнаться за минимальной ценой. Ищите партнера, который готов разделить с вами технические риски, предоставить прозрачную документацию и обучить ваш персонал. Оборудование такого класса служит десятилетиями, и ошибки, допущенные на этапе выбора, будут аукаться вам каждый рабочий день.
Оцените свои текущие производственные мощности, определите узкие места и сформируйте детальное техническое задание. Только так вы сможете получить машину, которая будет приносить прибыль, а не проблемы.
Если вы готовы обсудить технические детали вашего проекта или нуждаетесь в аудите существующей линии, свяжитесь с нашими инженерами для консультации. Мы поможем вам подобрать оптимальную конфигурацию оборудования под ваши задачи, опираясь на лучшие практики отрасли и проверенные решения от ведущих производителей, таких как ООО «Вэньчжоу Фэнмин Машиностроение», чей опыт и технологическая база служат отличным ориентиром качества на мировом рынке.
Свяжитесь с нами сегодня




-


-


-
-


WeChat

-
WhatsApp
