

Флексографская машина для бумажных стаканчиков с коронной обработкой
2026-06-15
- Флексографская машина для бумажных стаканчиков с коронной обработкой: технический анализ и критерии выбора
- Принцип работы и роль коронной обработки в флексографии
- Технические характеристики: на что смотреть в спецификации
- Интеграция коронного модуля: технические детали и безопасность
- Сравнение флексографии с другими методами печати на стаканах
- Производственный процесс: от рулона до готового стакана
- Экономика владения и расчет окупаемости
- Опыт производителя: стандарты качества ООО «Вэньчжоу Фэнмин Машиностроение»
- Часто задаваемые вопросы
- Заключение и рекомендации по выбору поставщика
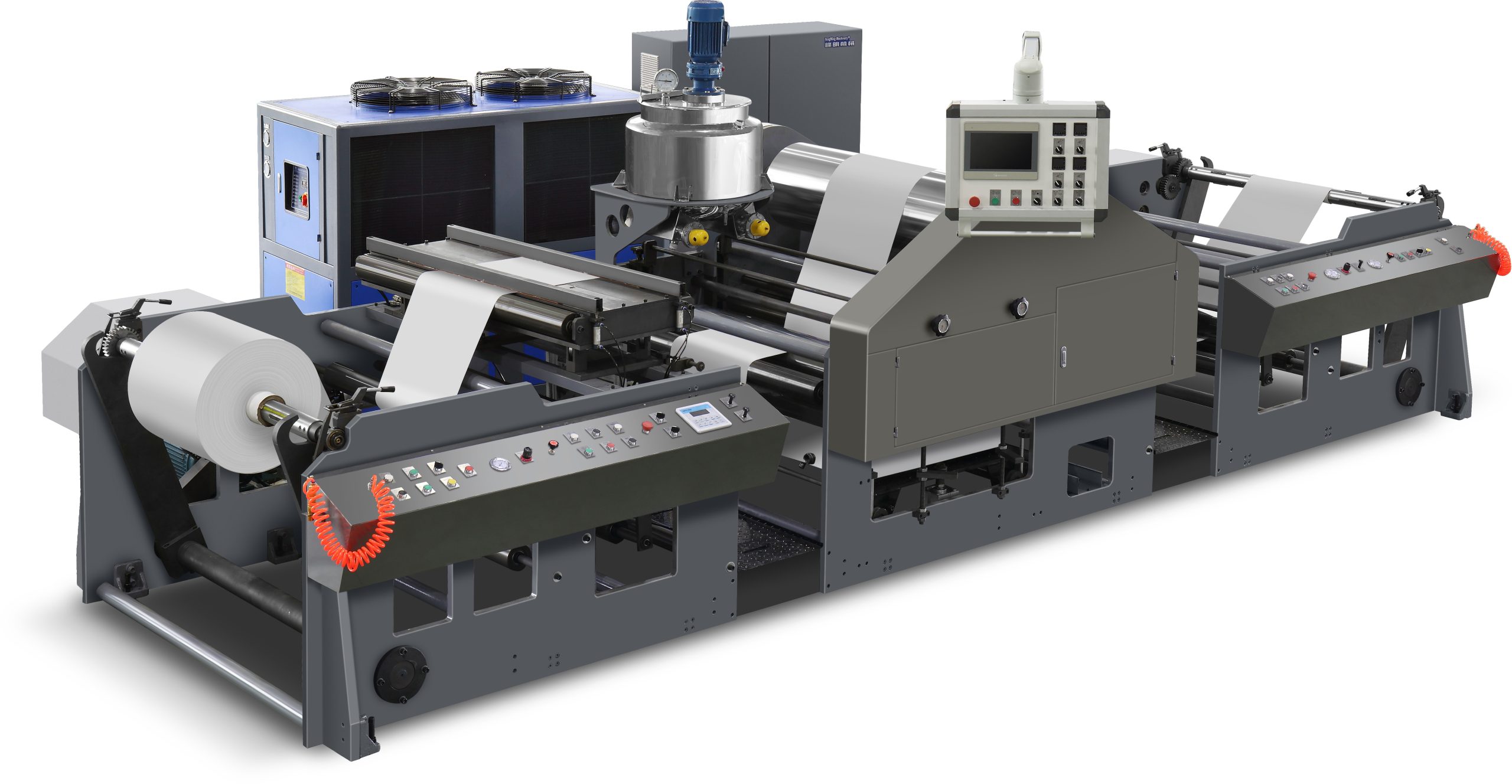
Флексографская машина для бумажных стаканчиков с коронной обработкой: технический анализ и критерии выбора
Выбор печатного оборудования для производства одноразовой посуды — это не просто покупка станка, а инвестиция в стабильность производственной линии. Флексографская машина для бумажных стаканчиков с коронной обработкой представляет собой сложное инженерное решение, где качество печати напрямую зависит от эффективности предварительной подготовки поверхности материала. В нашей практике мы неоднократно сталкивались с ситуациями, когда производители экономили на модуле коронарной обработки (corona treatment), что приводило к отслоению краски, браку до 15% тиража и потере крупных контрактов с сетями быстрого питания.
Ключевая проблема бумаги как субстрата заключается в её пористой структуре и низком поверхностном натяжении. Без активации поверхности адгезия флексографских красок остается нестабильной. Коронная обработка изменяет химическую структуру верхнего слоя бумаги, повышая её смачиваемость и обеспечивая надежное сцепление с полимерными или водными красками. В этом материале мы разберем технические нюансы таких машин, основываясь на реальном опыте настройки линий мощностью от 50 до 300 тысяч стаканов в сутки.
Мы не будем использовать маркетинговые клише. Вместо этого мы приведем конкретные параметры, данные о потреблении энергии, требования к обслуживанию и реальные кейсы внедрения. Если вы планируете закупку оборудования в 2025–2026 годах, эта информация поможет вам избежать типичных ошибок при интеграции нового станка в существующий цех.
Принцип работы и роль коронной обработки в флексографии
Флексографская печать на бумаге отличается от печати на пленке или картоне высокой скоростью впитывания красителя. Однако для ярких, насыщенных изображений, требуемых брендами кофеен, необходимо, чтобы краска оставалась на поверхности достаточно долго для полимеризации, но при этом проникала в волокна для механического закрепления. Здесь вступает в игру модуль коронной обработки.
Коронный разряд (corona discharge) создает плазму низкой температуры на поверхности движущегося полотна бумаги. Это приводит к окислению поверхности и увеличению её полярности. Измеряется этот эффект в динах на сантиметр (дин/см). Для качественной флексопечати на мелованной бумаге для стаканчиков целевое значение поверхностного натяжения должно составлять не менее 38–42 дин/см. Если показатель ниже 35 дин/см, краска начинает “скатываться”, образуя микрократеры (апельсиновую корку), что недопустимо для премиальной упаковки.
В современных линиях, таких как те, что производит наша компания, модуль коронной обработки интегрирован непосредственно перед первой печатной секцией. Это критически важно, так как эффект активации со временем затухает (эффект старения поверхности). Расстояние между электродом и валом (air gap) обычно настраивается в диапазоне 1.5–2.5 мм. Слишком маленький зазор приводит к пробою и повреждению бумаги, слишком большой — к неравномерной обработке.
Один из наших клиентов в Новосибирске столкнулся с проблемой неравномерной печати на третьем цвете. После аудита выяснилось, что мощность генератора коронного разряда была установлена статично, без учета изменения влажности бумаги в зимний период. Влажность бумаги упала с 8% до 4%, сопротивление материала выросло, и энергия разряда перестала эффективно передаваться поверхности. Решение заключалось в установке системы автоматической регулировки мощности в зависимости от скорости линии и данных датчиков влажности. После модернизации уровень брака снизился с 12% до 1.5%.
Понимание физики процесса позволяет правильно эксплуатировать оборудование. Не рассматривайте коронный модуль как опцию “включил и забыл”. Это активный технологический узел, требующий калибровки при смене поставщика бумаги.
Технические характеристики: на что смотреть в спецификации
При изучении коммерческих предложений многие закупщики фокусируются только на максимальной скорости печати. Это ошибка. Скорость без качества — это просто быстрый способ произвести макулатуру. Рассмотрим ключевые параметры, которые определяют класс машины.
Ширина рулона и формат печати
Стандартные ширины рулона для производства стаканчиков объемом 200–400 мл составляют 350 мм, 450 мм и 600 мм. Машина должна иметь систему автоматического центрирования веб-полотна (EPC — Edge Position Control). Погрешность позиционирования не должна превышать ±0.5 мм. Если машина не обеспечивает точного ведения полотна, при последующей высечке (die-cutting) и формировании конуса возникнут проблемы с совмещением шва.
Количество печатных секций и тип анилоксовых валов
Для полноцветной печати с высоким качеством требуется минимум 4 цвета (CMYK), но чаще используется 6 цветов (CMYK + Pantone + лак/грунт). Важнейший параметр — линейность анилоксового вала (lpi). Для бумаги используются валы с открытой ячейкой глубиной 25–35 мкм и линейностью 300–400 lpi. Использование валов для пленки (глубина 10–15 мкм) приведет к недостаточному переносу краски на шероховатую бумагу.
В нашей практике мы рекомендуем использовать керамические анилоксовые валы с лазерной гравировкой. Они обеспечивают износостойкость в 3–5 раз выше, чем хромированные аналоги. Срок службы керамики при правильной очистке составляет более 5 лет непрерывной работы.
Система сушки и энергопотребление
Флексографские краски на водной основе требуют интенсивной сушки. Мощность нагревателей ТЭН или ИК-сушилок должна соответствовать скорости машины. Для линии скоростью 150 м/мин суммарная мощность сушки должна составлять не менее 60–80 кВт. Недостаток мощности приводит к тому, что краска не успевает высохнуть до намотки или следующей секции печати, вызывая отмарывание (set-off).
Обратите внимание на систему рекуперации тепла. Современные флексографские машины для бумажных стаканчиков с коронной обработкой оснащаются теплообменниками, которые возвращают до 30% тепловой энергии обратно в процесс. Это снижает операционные расходы (OPEX) на 15–20% в годовом исчислении.
Система натяжения полотна
Бумага — материал, чувствительный к растяжению. Система натяжения должна быть закрытого цикла с использованием тензодатчиков. Диапазон регулирования натяжения: 50–300 Н. Плавность регулирования критична: рывки натяжения приводят к разрыву полотна или изменению регистра печати. Мы видели случаи, когда дешевые машины с механическими тормозами вместо электронных систем натяжения давали плавающий регистр до 2 мм, что делало невозможным печать сложных геометрических узоров.
| Параметр | Эконом-класс (Китай, базовый) | Премиум-класс (Европа/Топ-Китай) | Влияние на производство |
|---|---|---|---|
| Максимальная скорость | 120–150 м/мин | 200–250 м/мин | Объем выпуска в смену |
| Точность регистра | ±1.0 мм | ±0.1–0.3 мм | Качество многоцветной печати |
| Управление натяжением | Механическое / Ручное | Автоматическое (PLC + Servo) | Стабильность, процент обрывов |
| Коронная обработка | Ручная настройка мощности | Автоподстройка (APC) | Стабильность адгезии краски |
| Смена заказа (Make-ready) | 40–60 минут | 15–20 минут | Эффективность малых тиражей |
Данные в таблице основаны на сравнительных тестах, проведенных нами в 2024 году на базе тестового центра. Выбор класса оборудования должен зависеть от вашего портфеля заказов. Если вы работаете с крупными тиражами для федеральных сетей, экономия на сервоприводах обойдется дороже из-за простоев и брака.
Интеграция коронного модуля: технические детали и безопасность
Коронная обработка генерирует высокое напряжение (до 20–30 кВ) и озон. Это создает два основных риска: электрическая безопасность персонала и деградация компонентов машины из-за озона. Правильно спроектированная флексографская машина для бумажных стаканчиков с коронной обработкой должна иметь эффективную систему вытяжки озона.
Озон (O₃) является сильным окислителем. В высоких концентрациях он разрушает резиновые уплотнения, изоляцию проводов и даже металлические части. Согласно стандартам охраны труда, предельно допустимая концентрация озона в рабочей зоне не должна превышать 0.1 мг/м³. Поэтому наличие локального отсоса воздуха из зоны коронного разряда обязательно. Воздух должен выводиться за пределы цеха или проходить через угольный фильтр.
Электроды коронного модуля требуют регулярной очистки. На них оседает бумажная пыль и частички покрытия, что приводит к образованию дуговых разрядов (arching). Дуговой разряд прожигает дыры в бумажном полотне и выводит из строя генератор. В современных машинах предусмотрена система автоматической очистки электродов или легкий доступ для быстрой ручной чистки без демонтажа всего узла.
Мы рекомендуем проверять состояние электродов каждые 8 часов работы (в конце смены). Визуальный осмотр на предмет черных точек (следов пробоя) занимает 2 минуты, но предотвращает часы простоя. Также следует контролировать температуру электродов. Перегрев снижает эффективность генератора. Использование охлаждающих вентиляторов внутри корпуса генератора является стандартом для машин, работающих в режиме 24/7.
Еще один важный аспект — совместимость коронной обработки с типом бумаги. Бумага с высоким содержанием мела (коатированная) обрабатывается легче, чем немелованная. Однако избыточная мощность короны может привести к “пережогу” покрытия, делая его хрупким. При формовке стаканчика такой стакан может дать трещину по шву. Поэтому настройка мощности должна проводиться методом проб для каждой новой партии сырья.
Сравнение флексографии с другими методами печати на стаканах
Часто возникает вопрос: почему именно флексография? Почему не офсет или цифровая печать? Ответ лежит в экономике тиража и физических свойствах готового продукта.
Офсетная печать обеспечивает более высокое разрешение (до 200 lpi против 133–150 lpi у флексо), но она медленнее и требует более дорогого оборудования. Для тиражей свыше 50 000 штук флексография становится значительно выгоднее благодаря скорости и дешевизне расходных материалов (фотополимерные формы дешевле офсетных пластин в пересчете на тираж).
Цифровая печать идеальна для прототипов и сверхмалых тиражей (до 5000 штук), но себестоимость оттиска в 5–10 раз выше. Кроме того, большинство цифровых тонеров не обладают достаточной стойкостью к влаге и жиру без дополнительного лакирования, что критично для стаканчиков горячих напитков.
Флексография использует жидкие краски, которые проникают в структуру бумаги, обеспечивая хорошую адгезию и устойчивость к истиранию. Современные УФ-флексографские краски или краски на водной основе соответствуют строгим экологическим нормам и безопасны для контакта с пищевыми продуктами (при наличии соответствующих сертификатов).
- Гибкость: Флексомашины легко перенастраиваются на разные диаметры стаканов путем замены печатных цилиндров (mandrels) или использования универсальных валов.
- Скорость: Возможность печати на скоростях до 250 м/мин делает флексографию единственным рентабельным выбором для масс-маркета.
- Экологичность: Водные краски не выделяют летучие органические соединения (VOCs) в том же объеме, что сольвентные, используемые в некоторых видах глубокой печати.
Таким образом, если ваш бизнес ориентирован на объем от 100 000 стаканов в месяц, флексографическая линия с коронной обработкой — это оптимальный баланс качества и себестоимости.
Производственный процесс: от рулона до готового стакана
Чтобы понять место печатной машины в общей цепочке, рассмотрим полный цикл. Ошибки на этапе печати невозможно исправить на этапе формовки.
- Размотка и накопление. Рулон бумаги устанавливается на размотку. Система накопления (festoon) позволяет заменять рулон без остановки машины. Это критично для поддержания непрерывности процесса. Время стыковки двух рулонов не должно превышать 30 секунд.
- Коронная обработка. Полотно проходит через зону коронного разряда. Параметры напряжения и скорость движения синхронизированы. Контроль качества осуществляется путем проверки смачиваемости тестовыми жидкостями (дайнами) каждые 2 часа.
- Флексографская печать. Краска наносится через анилоксовый вал на фотополимерную форму, затем на бумагу. Каждая секция сушится отдельно. Регистр контролируется камерами технического зрения (CCD), которые автоматически корректируют положение печатных цилиндров.
- Лакирование (опционально). Нанесение защитного лака для придания глянца и защиты изображения от влаги. Лак также может служить барьером для миграции веществ из бумаги в напиток.
- Сушка и охлаждение. Перед намоткой полотно должно быть полностью сухим и охлажденным до комнатной температуры. Горячая намотка приводит к слипанию слоев и деформации рулона.
- Намотка. Готовый печатный рулон наматывается с постоянным натяжением. Торцевая ровность намотки должна быть идеальной, иначе при последующей резке на заготовки (blanking) возникнут перекосы.
Важное замечание: качество намотки печатного рулона напрямую влияет на работу высечного пресса. Если рулон намотан слабо (“звездой”), при подаче в пресс бумага будет провисать, что приведет к неточному резу. Мы настоятельно рекомендуем использовать намотчики с контактным роликом и контролем твердости намотки.
Экономика владения и расчет окупаемости
Покупка машины — это только начало расходов. Давайте посчитаем реальную стоимость владения (TCO) для типовой линии производительностью 150 м/мин.
Расходные материалы:
- Фотополимерные формы: срок службы 1–2 млн оттисков. Стоимость комплекта форм на 6 цветов — около $800–1200.
- Анилоксовые валы: замена требуется раз в 3–5 лет. Стоимость одного вала — $300–600.
- Краски: расход зависит от площади покрытия. В среднем 1 кг краски на 100–150 м² печати.
Энергозатраты:
Основное потребление энергии идет на сушку. Для линии мощностью 70 кВт, работающей в одну смену (8 часов), ежедневное потребление составит 560 кВт·ч. При стоимости электроэнергии $0.10 за кВт·ч, дневные затраты составят $56. В месяц (22 рабочих дня) — $1232. Использование рекуперации тепла может снизить эту сумму до $900.
Персонал:
Для обслуживания одной флексомашины требуется 1 оператор и 1 помощник. Квалификация оператора играет ключевую роль. Опытный печатник может снизить расход краски на 10–15% за счет точной настройки давления валиков (kiss impression). Обучение персонала должно быть частью пакета поставки оборудования.
Окупаемость:
При маржинальности производства бумажных стаканчиков на уровне 20–30% и загрузке машины на 70%, окупаемость современного оборудования составляет 18–24 месяца. Увеличение загрузки до 90% сокращает срок окупаемости до 12–14 месяцев. Ключевой фактор здесь — минимизация простоев на переналадку. Именно поэтому системы автоматического регистра и быстрой смены форм (job repeat accuracy) так важны.
Опыт производителя: стандарты качества ООО «Вэньчжоу Фэнмин Машиностроение»
Теоретические знания и технические параметры должны подкрепляться надежностью самого оборудования и опытом его создателя. Рынок насыщен предложениями, но лишь немногие производители способны гарантировать стабильность работы линий в условиях круглосуточной эксплуатации. Ярким примером такого подхода является ООО «Вэньчжоу Фэнмин Машиностроение» (Wenzhou Fengming Machinery Co., Ltd.).
Основанная в 2006 году в промышленной зоне Ваньцюань (провинция Чжэцзян, Китай), компания за более чем 17 лет прошла путь от локального завода до международного поставщика, чье оборудование работает в 30+ странах мира, включая Россию, Великобританию, Турцию и страны Юго-Восточной Азии. Такой географический разброс подтверждает адаптивность машин «Фэнмин» к различным климатическим условиям и требованиям местных рынков.
Ключевым преимуществом «Вэньчжоу Фэнмин» является комплексный подход к производству. Компания располагает собственной производственной базой площадью 9300 м², где трудятся более 120 квалифицированных специалистов, включая инженеров-конструкторов и экспертов по автоматизации. В отличие от сборочных цехов, работающих на покупных компонентах, «Фэнмин» контролирует весь цикл: от НИОКР и проектирования до финальных испытаний на собственных стендах. Каждое изделие проходит многоуровневую проверку на точность позиционирования, синхронизацию секций и стабильность скоростных режимов.
Продуктовая линейка компании специально разработана с учетом жестких требований пищевой и медицинской промышленности. В ассортименте представлены:
- Флексографские печатные машины гильзового типа (серия FM-TS650-1450);
- Полностью сервоприводные плоско-толкательные печатные машины (FM-FS1450);
- Широкорольные флексографские машины для предварительной печати (FM-S1450-2250);
- Специализированное оборудование для медицинской упаковки (FM-YL110);
- Покрывные машины и парафинаторы (FM-TP1450 и др.).
Особое внимание «Фэнмин» уделяет экологичности и безопасности. Оборудование соответствует международным стандартам и разработано с учетом минимизации использования пластиковых компонентов там, где это возможно, а также обеспечения высокой точности цветоприводки, что критично для брендовой упаковки. Принцип компании «Качество — это рынок завтрашнего дня» реализуется через развитую систему послепродажного обслуживания: техническая консультация на этапе проектирования, обучение персонала и оперативная поставка запчастей позволяют клиентам минимизировать риски простоев.
Выбирая партнера с таким бэкграундом, вы получаете не просто станок, а технологическую поддержку команды, которая понимает специфику печати на бумажных стаканах и знает, как обеспечить стабильный результат годами.
Часто задаваемые вопросы
Какая минимальная партия бумаги требуется для тестирования коронной обработки?
Для точной настройки параметров коронной обработки и проверки адгезии краски рекомендуется использовать тестовый рулон длиной не менее 500 метров. Это позволяет стабилизировать температурный режим машины и провести серию тестов на разных скоростях (50%, 75%, 100% от максимума). Использование коротких отрезков не даст репрезентативных результатов, так как тепловая инерция сушильных тоннелей еще не выйдет на рабочий режим.
Можно ли модернизировать существующую флексомашину, добавив модуль коронной обработки?
Да, это возможно в 80% случаев. Модуль коронной обработки может быть установлен в разрыв полотна перед первой печатной секцией. Однако необходимо проверить, есть ли свободное место в станине машины и достаточно ли мощности у главного привода для компенсации дополнительного сопротивления валов. Также потребуется интеграция управления мощностью короны в общий PLC-контроллер машины. Мы успешно выполнили такие модернизации для машин 2015–2018 годов выпуска, что позволило клиентам перейти на печать более сложных дизайнов без покупки нового оборудования.
Как часто нужно менять электроды в коронном модуле?
Сами электроды (обычно из нержавеющей стали или специального сплава) являются долговечными компонентами и не имеют строгого срока замены. Их меняют только в случае физического повреждения или сильной эрозии от дуговых разрядов, что происходит крайне редко при правильной настройке зазора. Однако изоляторы и керамические держатели электродов могут требовать замены раз в 1–2 года из-за воздействия озона и высоких температур. Регулярная очистка (ежесменно) продлевает срок службы всех компонентов на 40–50%.
Влияет ли влажность бумаги на эффективность коронной обработки?
Да, влияние критическое. Сухая бумага (влажность 9%) может проводить ток слишком хорошо, вызывая утечки и неравномерную обработку. Идеальный диапазон влажности для печати — 5–7%. Если в вашем цехе нет климат-контроля, рассмотрите установку увлажняющей камеры перед модулем коронной обработки. Это стабилизирует процесс и снизит процент брака.
Какие сертификаты необходимы для экспорта оборудования в страны ЕАЭС?
Для легальной продажи и эксплуатации в России, Беларуси, Казахстане и других странах ЕАЭС оборудование должно иметь сертификат соответствия ТР ТС 010/2011 “О безопасности машин и оборудования” и ТР ТС 020/2011 “Электромагнитная совместимость технических средств”. Наличие маркировки EAC обязательно. Также производитель должен предоставить руководство по эксплуатации на русском языке и паспорт изделия. Отсутствие этих документов сделает растаможку и ввод оборудования в эксплуатацию невозможным.
Заключение и рекомендации по выбору поставщика
Выбор флексографской машины для бумажных стаканчиков с коронной обработкой должен базироваться на тщательном анализе ваших текущих и будущих потребностей. Не гонитесь за максимальной скоростью, если у вас нет стабильных заказов на миллионные тиражи. Надежность, точность регистра и качество системы натяжения важнее для итоговой прибыли.
Обратите внимание на сервисную поддержку. Флексография — это технология, требующая постоянной настройки. Поставщик должен иметь склад запасных частей в вашем регионе или гарантировать доставку критических компонентов (сервомоторы, контроллеры, анилоксы) в течение 5–7 дней. Долгий простой ожиданием детали из-за границы может стоить дороже, чем сама деталь.
Мы рекомендуем запросить у поставщика видеозапись работы машины на вашем типе бумаги или, что еще лучше, посетить действующее производство с аналогичным оборудованием. Личный контакт с оператором, который работает на этой машине ежедневно, даст вам больше информации, чем любая брошюра.
Если вы готовы обсудить технические детали вашего проекта, рассчитать конфигурацию линии под ваши задачи или получить образцы печатной продукции, свяжитесь с нашими инженерами. Мы поможем подобрать оптимальное решение, которое обеспечит высокое качество печати и рентабельность вашего бизнеса.
Флексографское оборудование для упаковки
Свяжитесь с нами сегодня




-


-


-
-


WeChat

-
WhatsApp
