

Руководство по обслуживанию флексографской машины с блоком коронного разряда
2026-06-04
- Почему блок коронного разряда определяет качество печати на бумажных пакетах
- Ежедневная диагностика и визуальный контроль системы коронирования
- Плановое техническое обслуживание и очистка компонентов
- Диагностика электронных блоков и настройка мощности
- Типичные неисправности и методы их устранения
- Влияние условий окружающей среды на работу оборудования
- Безопасность персонала при обслуживании высоковольтных систем
- Стратегия модернизации и замены устаревших узлов
- Заключение и рекомендации по дальнейшим действиям
Почему блок коронного разряда определяет качество печати на бумажных пакетах
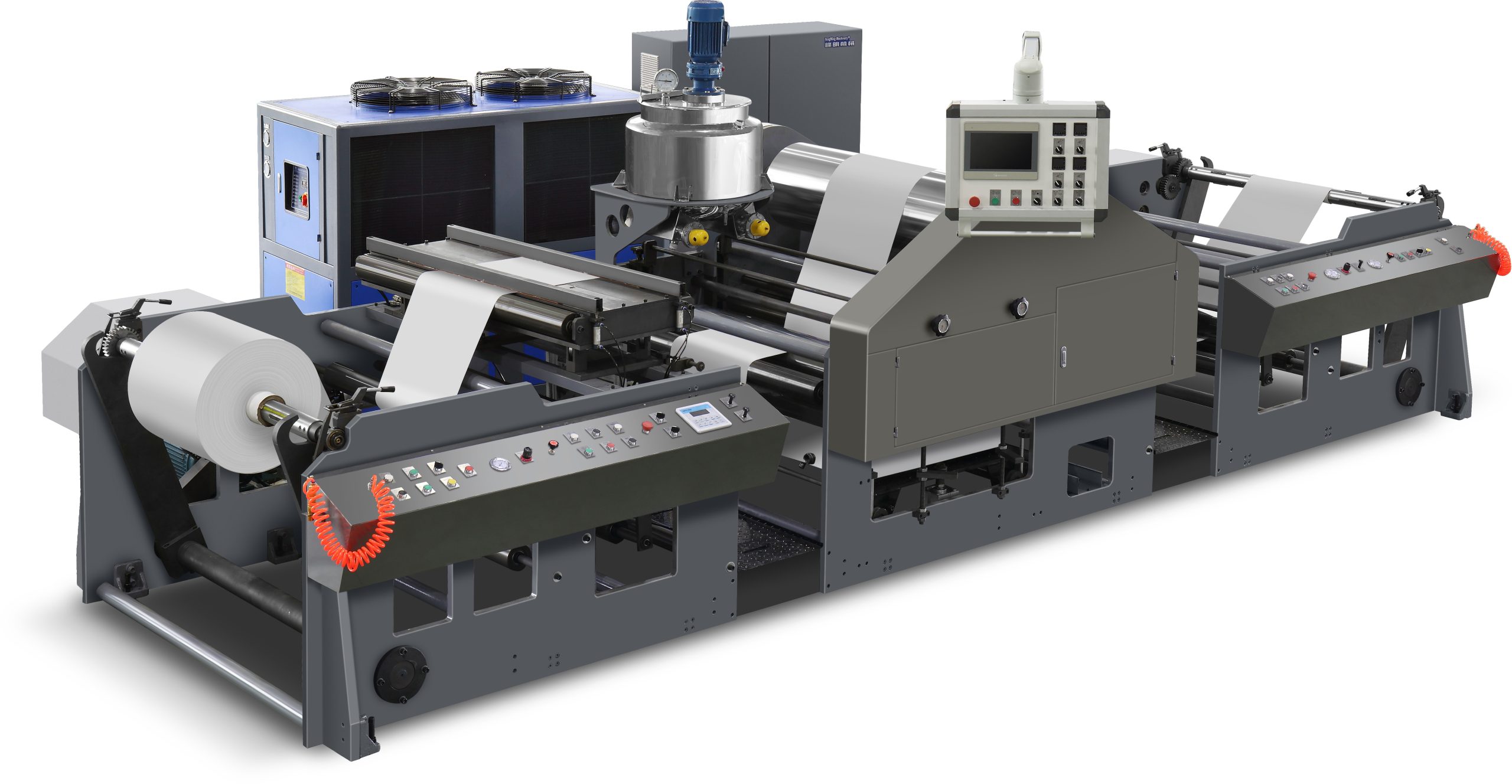
Эффективность флексографской печатной машины для бумажных пакетов напрямую зависит от состояния поверхности материала перед нанесением краски. Блок коронного разряда (коронарный обработчик) — это не просто дополнительный модуль, а критический узел, обеспечивающий адгезию чернил к полиэтиленовым или полипропиленовым ламинатам, часто используемым в производстве пакетов. В нашей практике мы неоднократно сталкивались с ситуациями, когда клиенты жаловались на «отслаивание» краски или неравномерный тон, хотя печатные формы и анилоксовые валы были в идеальном состоянии. При детальном анализе выяснялось, что проблема крылась в неправильно настроенном зазоре электродов или устаревшем генераторе высокой частоты. Именно этот узел превращает инертную поверхность пластика в химически активную, позволяя краске проникать в микроструктуру материала.
Обслуживание этого оборудования требует специфического подхода, отличающегося от стандартной профилактики печатных секций. Ошибки здесь стоят дорого: простой линии из-за пробоя изоляции или пожара в зоне озонирования может привести к потере смены и порче тысяч метров готовой продукции. Мы рекомендуем рассматривать систему коронирования как отдельный технологический процесс, требующий регулярного мониторинга параметров диэлектрической проницаемости и чистоты электродов. Ниже мы подробно разберем шаги по поддержанию этого узла в рабочем состоянии, опираясь на реальный опыт эксплуатации машин в условиях высоких скоростей и агрессивных сред.
Ежедневная диагностика и визуальный контроль системы коронирования
Первый этап обслуживания начинается не с разборки механизмов, а с внимательного осмотра зоны разряда во время работы машины. Оператор должен визуально оценивать характер свечения дуги между электродом и валом. Равномерное фиолетовое свечение по всей ширине вала свидетельствует о корректной работе системы. Если вы наблюдаете прерывистые вспышки, искрение в отдельных точках или полное отсутствие свечения на определенных участках, это прямой сигнал о загрязнении электрода или нарушении геометрии зазора. Игнорирование этих признаков на ранней стадии приводит к локальному перегреву диэлектрического покрытия вала, что влечет за собой его необратимое разрушение и необходимость дорогостоящей замены.
Особое внимание следует уделять запаху озона. Хотя наличие специфического запаха является нормой для работающего коронатора, резкое усиление интенсивности запаха часто указывает на неэффективность системы аспирации или чрезмерную мощность разряда при низкой скорости движения полотна. В одном из случаев на производстве в Турции наши инженеры обнаружили, что избыточное озонирование приводило к деградации клеевого слоя на внутренней стороне пакета еще до этапа фальцовки. Это подчеркивает важность баланса между мощностью разряда и эффективностью вытяжки. Регулярная проверка работоспособности вентиляторов и целостности воздуховодов должна стать частью ежедневного чек-листа оператора.
Проверка температуры компонентов также входит в обязательную программу. Генераторы высокой частоты и трансформаторы в процессе работы нагреваются. Используя бесконтактный термометр, измерьте температуру корпусов электронных блоков. Превышение допустимых значений (обычно выше 45-50°C для силовой электроники без дополнительного охлаждения) может сигнализировать о забитых пылью радиаторах или неисправности системы принудительного обдува. Перегрев сокращает срок службы конденсаторов и полупроводниковых элементов, увеличивая риск внезапного отказа в самый неподходящий момент. Убедитесь, что воздушные фильтры на шкафах управления чистые и пропускают достаточный объем воздуха.
Контроль зазора и положения электродов
Геометрическая точность установки электродов относительно вала является фундаментом стабильного разряда. Зазор обычно варьируется в пределах 1,5–3,0 мм в зависимости от типа материала и требуемой энергии обработки. Слишком маленький зазор увеличивает риск электрического пробоя и повреждения керамического покрытия вала, особенно если на полотне есть утолщения или стыки. Слишком большой зазор приводит к нестабильности дуги и снижению эффективности обработки. Мы рекомендуем использовать специальные щупы или калиброванные проставки для проверки зазора при остановленной машине. Эта процедура должна выполняться при каждой смене типографских форм или при переходе на материал другой толщины.
Параллельность электродов по всей ширине машины — еще один критический параметр. Неравномерный зазор слева и справа приведет к тому, что одна сторона пакета будет хорошо принимать краску, а другая — нет. Это создает проблемы при последующей ламинации или склейке дна пакета. Механизмы микроподстройки электродов должны двигаться плавно, без заеданий. Люфт в направляющих недопустим. Если вы заметили вибрацию электродной штанги во время работы на высоких скоростях, немедленно остановите машину и проверьте крепления. Вибрация вызывает модуляцию разряда, что проявляется на оттиске в виде поперечных полос или «муара», который практически невозможно устранить настройкой ракельного ножа.
Плановое техническое обслуживание и очистка компонентов
Накопление пыли, бумажной ворсы и остатков красителя на электродах и изоляторах — главная причина снижения эффективности коронирования. Диэлектрическая пыль, оседая на поверхности активного электрода, меняет распределение электрического поля. Это заставляет операторов повышать мощность генератора, чтобы компенсировать потери, что, в свою очередь, ускоряет износ оборудования. Регламент очистки зависит от интенсивности использования машины и типа перерабатываемого материала. При печати на бумаге с высоким содержанием мелования или при работе с материалами, выделяющими много статического электричества, частота очистки должна быть увеличена.
- Отключение питания и блокировка. Перед любыми работами внутри зоны коронирования необходимо полностью обесточить высоковольтный блок и установить замок безопасности (LOTO). Остаточное напряжение в конденсаторах может сохраняться несколько минут, поэтому используйте разрядник перед касанием любых токоведущих частей. Это правило нарушается реже всего, но последствия таких нарушений наиболее фатальны.
- Демонтаж электродной штанги. Аккуратно извлеките электродный узел из рабочей позиции. Избегайте ударов по керамическим или стеклянным изоляторам. Даже микротрещина, невидимая глазу, может стать каналом для утечки тока и последующего пробоя под нагрузкой. Осмотрите поверхность на предмет сколов или следов эрозии.
- Химическая очистка поверхностей. Для удаления загрязнений используйте мягкую безворсовую ткань, смоченную изопропиловым спиртом или специальным очистителем для электрооборудования. Категорически запрещается использовать абразивные материалы, металлические щетки или растворители, содержащие хлор, так как они могут повредить защитное покрытие электрода. Тщательно протрите всю активную поверхность, удаляя окислы и нагар.
- Очистка заземленного вала. Не забывайте про сам вал, который служит вторым электродом. Поверхность вала должна быть идеально чистой и гладкой. Наличие царапин или налипших частиц клея нарушит однородность разряда. При необходимости отполируйте вал специальными составами, рекомендованными производителем, соблюдая осторожность, чтобы не изменить диаметр вала сверх допусков.
- Проверка высоковольтных кабелей и разъемов. Осмотрите изоляцию питающих кабелей на предмет трещин, следов озонирования (побеление резины) или перегрева. Контакты в разъемах должны быть плотными и чистыми. Окисление контактов приводит к падению напряжения и потере мощности на выходе генератора. При обнаружении признаков деградации изоляции кабель подлежит немедленной замене.
Частая ошибка при обслуживании — использование сжатого воздуха для продувки зоны коронирования без предварительной очистки фильтров компрессора. Вместе с воздухом в зону высокого напряжения попадает масло и влага, которые оседают на изоляторах и создают токопроводящие дорожки. Это может вызвать мгновенный пробой сразу после включения машины. Мы настоятельно рекомендуем использовать только сухой, очищенный воздух или вовсе отказаться от продувки в пользу механической очистки тканью.
Диагностика электронных блоков и настройка мощности
Сердцем системы является высокочастотный генератор и согласующий трансформатор. Современные флексографские печатные машины для бумажных пакетов, такие как модели серии FM-TS или FM-S, производимые компанией ООО Вэньчжоу Фэнмин Машиностроение, оснащаются продвинутыми системами автоматической подстройки импеданса. Однако даже автоматика не всесильна. Периодическая проверка выходных параметров с помощью осциллографа или специального тестера коронирования позволяет выявить деградацию компонентов до того, как они выйдут из строя. Снижение КПД генератора часто проявляется в увеличении потребляемого тока при той же выходной мощности.
Настройка мощности должна проводиться эмпирическим путем для каждого конкретного материала. Существует распространенное заблуждение, что «чем больше мощность, тем лучше». На самом деле, превышение оптимального уровня энергии приводит к эффекту «обратной обработки»: поверхность материала становится слишком шероховатой на микроуровне, что ухудшает глянец печати и может вызвать пробой самого материала при последующей сварке швов пакета. Для тонких пленок и бумаги критически важно найти баланс. Используйте тест-чернила или маркеры для проверки поверхностного натяжения (дин/см) сразу после прохождения через коронатор. Целевое значение обычно составляет 38-42 дин/см для водных красок и выше для сольвентных.
Системы защиты должны быть всегда активны. Датчики пробоя, тепловые реле и датчики потока воздуха выполняют функцию страховки. Если машина постоянно останавливается по сигналу «пробой», не пытайтесь просто увеличить уставку защиты. Это лишь откладывает неизбежную аварию. Необходимо найти причину: грязь, влажность, повреждение изоляции или несоответствие материала. В практике наших сервисных инженеров был случай, когда ложные срабатывания защиты были вызваны попаданием металлической пыли от соседнего штамповочного пресса в шкаф управления коронатором. Установка дополнительных магнитных фильтров решила проблему навсегда.
Типичные неисправности и методы их устранения
Даже при строгом соблюдении регламента могут возникать нестандартные ситуации. Умение быстро диагностировать проблему экономит часы простоя. Ниже приведена таблица наиболее распространенных неисправностей, с которыми сталкиваются операторы и сервисные службы, и рекомендации по их устранению.
| Симптом | Вероятная причина | Рекомендуемое действие |
|---|---|---|
| Неравномерное смачивание краски (полосы) | Загрязнение электрода или неравномерный зазор | Очистить электрод спиртом. Проверить параллельность штанги калибром. Отрегулировать микрометрические винты. |
| Искрение и шум при работе | Повреждение диэлектрического покрытия вала или наличие посторонних предметов | Остановить машину. Осмотреть вал на наличие царапин или вкраплений. При глубоких повреждениях требуется замена или восстановление вала. |
| Отсутствие разряда при включенном генераторе | Неисправность высоковольтного кабеля, пробой трансформатора или сработка защиты | Проверить целостность кабелей омметром. Проверить предохранители в цепи управления. Вызвать квалифицированного электрика для диагностики генератора. |
| Пожелтение или ожог материала | Избыточная мощность разряда или слишком низкая скорость машины | Снизить мощность генератора. Увеличить скорость линии. Проверить эффективность системы охлаждения вала. |
| Частые остановки по ошибке “Arcing” | Высокая влажность в цеху или конденсат на изоляторах | Проверить систему вентиляции и осушения в помещении. Протереть изоляторы сухим воздухом. Рассмотреть установку локального обогрева шкафа управления. |
Важно отметить, что некоторые проблемы могут быть связаны не с самим коронатором, а с качеством входящего сырья. Например, бумага с высоким содержанием влаги или антислеживающие добавки на пленках могут экранировать разряд. В таких случаях стандартная настройка машины не поможет, и требуется консультация с поставщиком материала или технологом. Компания ООО Вэньчжоу Фэнмин Машиностроение, обладая опытом поставок оборудования в более чем 30 стран, включая регионы с различным климатом, учитывает эти факторы при проектировании систем защиты и настройки своих машин, таких как широкоформатные модели FM-S1450-2250.
Влияние условий окружающей среды на работу оборудования
Температура и влажность в печатном цеху оказывают прямое влияние на физику коронного разряда. Высокая влажность снижает сопротивление воздуха, облегчая возникновение разряда, но одновременно повышает риск утечек тока по поверхности изоляторов. Зимой, когда работает отопление и воздух становится сухим, для поддержания той же энергии обработки может потребоваться увеличение напряжения. Кроме того, сухой воздух способствует накоплению статического электричества на бумажном полотне, что может干扰 работу датчиков и механизмов подачи.
Температурный режим также важен для долговечности компонентов. Электроника генераторов чувствительна к перегреву. Если температура в цеху превышает 30°C, необходимо обеспечить дополнительное охлаждение шкафов управления. В нашей практике были случаи, когда установка простых кондиционеров в серверной комнате рядом с печатной машиной увеличивала наработку на отказ электронных блоков на 40%. Не стоит экономить на климатическом контроле, так как стоимость ремонта инверторов или трансформаторов многократно превышает затраты на поддержание комфортной температуры.
Безопасность персонала при обслуживании высоковольтных систем
Работа с блоком коронного разряда сопряжена с риском поражения электрическим током высокого напряжения и воздействия озона. Персонал, допускаемый к обслуживанию, должен пройти специальное обучение и иметь группу допуска по электробезопасности не ниже установленной нормы. Все работы внутри ограждения коронатора должны проводиться только после полной остановки машины и снятия напряжения с обязательной проверкой отсутствия потенциала.
Озон является токсичным газом, и его концентрация в рабочей зоне не должна превышать предельно допустимых значений (ПДК). Длительное воздействие озона может вызвать раздражение дыхательных путей и головные боли. Система местной вытяжной вентиляции должна работать непрерывно во время работы коронатора. Регулярно проверяйте эффективность вытяжки с помощью анемометра или газоанализатора. Если вы чувствуете сильный запах озона за пределами машины, это признак неисправности системы аспирации, которую необходимо устранить немедленно.
Стратегия модернизации и замены устаревших узлов
Технологии коронирования развиваются, и старые машины с тиристорными преобразователями уступают место современным IGBT-инверторам с цифровым управлением. Если ваша машина эксплуатируется более 10 лет, возможно, стоит рассмотреть вопрос модернизации блока коронирования. Новые генераторы обеспечивают более стабильную мощность, имеют встроенные системы диагностики и потребляют меньше электроэнергии. Кроме того, современные электроды с керамическим покрытием служат дольше и менее чувствительны к загрязнениям.
При принятии решения о замене учитывайте не только стоимость оборудования, но и потенциальную экономию от снижения брака и увеличения скорости печати. Часто модернизация одного узла позволяет раскрыть потенциал всей печатной линии. Специалисты ООО Вэньчжоу Фэнмин Машиностроение готовы провести аудит вашего оборудования и предложить решения по модернизации, соответствующие вашим производственным задачам и бюджету. Наш опыт работы с предприятиями пищевой и медицинской промышленности показывает, что своевременное обновление технологий окупается в течение 12-18 месяцев за счет повышения качества продукции.
Заключение и рекомендации по дальнейшим действиям
Регулярное и грамотное обслуживание блока коронного разряда — это залог стабильного качества печати на бумажных пакетах и долгой жизни вашей флексографской печатной машины для бумажных пакетов. Не воспринимайте этот узел как нечто второстепенное. Инвестиции времени в ежедневную проверку и плановую очистку окупаются отсутствием внеплановых простоев и рекламаций от клиентов. Помните, что профилактика всегда дешевле ремонта.
Если вы столкнулись со сложностями в настройке оборудования или планируете расширение парка машин, обратитесь к профессионалам. Флексографское оборудование от надежного производителя — это гарантия поддержки на всех этапах жизненного цикла. Мы предлагаем не просто продажу машин, а комплексное партнерство, включающее обучение персонала, поставку запчастей и техническую поддержку. Свяжитесь с нами сегодня, чтобы обсудить ваши потребности и получить индивидуальное коммерческое предложение.




-


-


-
-


WeChat

-
WhatsApp
