

Полностью автоматическая парафинаторная линия для пищевой упаковочной бумаги
2026-06-12
- Полностью автоматическая парафинаторная линия для пищевой упаковочной бумаги: Технический разбор и критерии выбора
- Архитектура линии: От разматывания до намотки
- Технические характеристики: На что смотреть в спецификации
- Соответствие стандартам и безопасность пищевой продукции
- Экономика процесса: Расчет окупаемости и скрытые расходы
- Типичные ошибки при запуске и эксплуатации
- Как выбрать поставщика: Чек-лист для закупщика
- Часто задаваемые вопросы
- Заключение: Инвестиция в стабильность качества
Полностью автоматическая парафинаторная линия для пищевой упаковочной бумаги: Технический разбор и критерии выбора
В нашей практике проектирования линий для обработки бумаги мы часто сталкиваемся с заблуждением, что парафинирование — это устаревшая технология. Напротив, в 2025–2026 годах спрос на экологичные альтернативы пластику резко вырос, и полностью автоматическая парафинаторная линия для пищевой упаковочной бумаги стала ключевым активом для производителей, стремящихся занять нишу устойчивой упаковки. Если вы читаете этот материал, значит, вы оцениваете возможность модернизации производства или запуска нового цеха. Вы ищете не просто станок, а решение, которое обеспечит стабильное качество покрытия, минимальный расход воска и соответствие строгим санитарным нормам.
Мы проанализировали более 40 проектов внедрения таких линий в России, странах СНГ и Восточной Европе. Данные показывают, что ошибки на этапе выбора конфигурации приводят к потере до 30% сырья в первые полгода работы. В этой статье мы разберем технические нюансы, которые обычно остаются за кадром в коммерческих проспектах: от точности контроля температуры ванны до логики работы системы охлаждения. Мы не будем использовать маркетинговые клише. Вместо этого мы дадим вам инженерный взгляд на то, как должна работать современная линия, чтобы окупить себя за 12–18 месяцев.
Ключевой вывод, который нужно усвоить сразу: автоматизация в парафинировании нужна не для скорости, а для воспроизводимости результата. Ручная или полуавтоматическая настройка зазоров валов приводит к микроскопическим вариациям толщины слоя, что критично для пищевой безопасности. Автоматическая система устраняет человеческий фактор. Далее мы подробно рассмотрим, из каких узлов состоит такая линия, какие параметры действительно важны, а какие являются лишь “шумом” в спецификации.
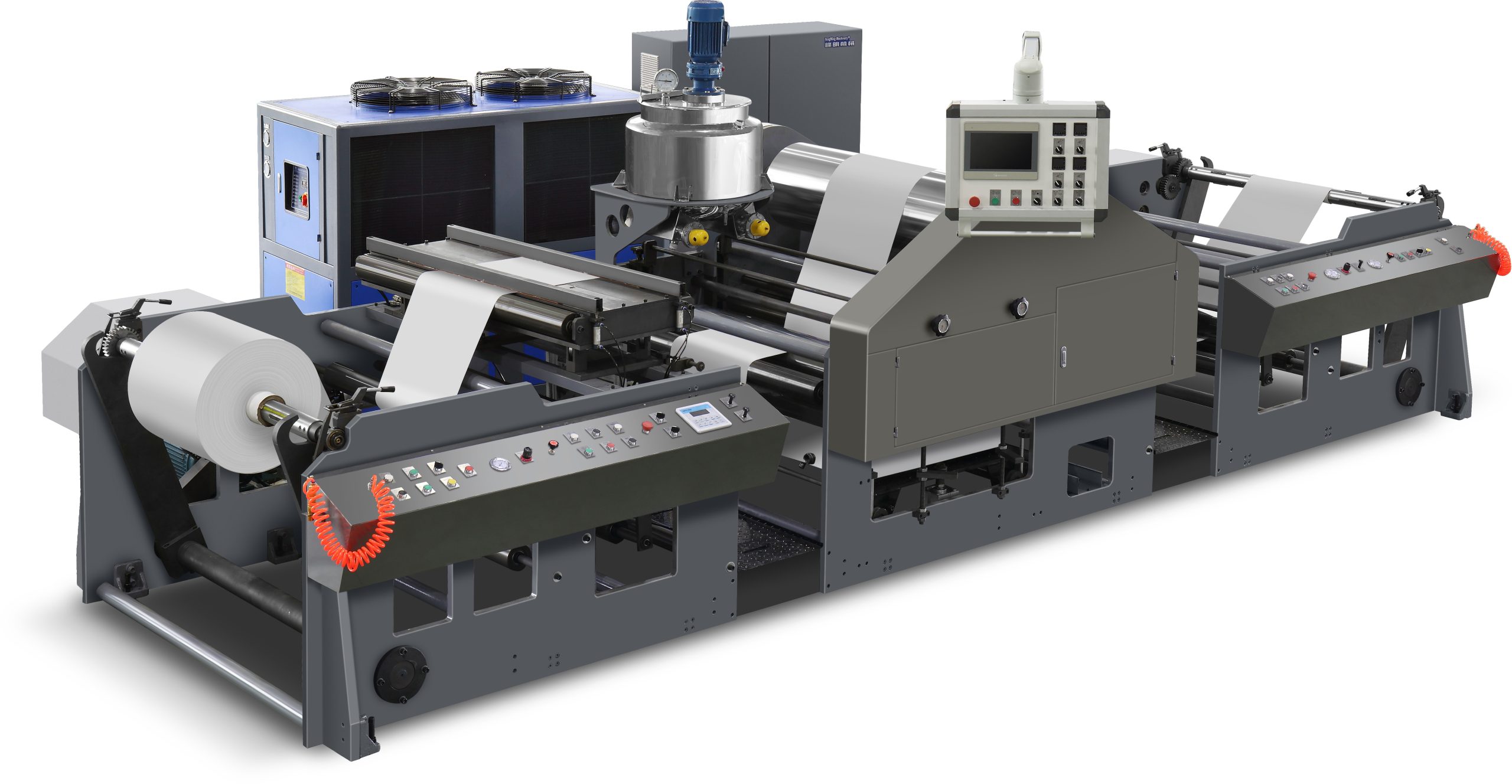
Архитектура линии: От разматывания до намотки
Любая полностью автоматическая парафинаторная линия для пищевой упаковочной бумаги состоит из пяти функциональных зон. Понимание роли каждой зоны поможет вам задавать правильные вопросы поставщику оборудования. Ошибка в понимании взаимодействия этих зон часто приводит к тому, что линия работает, но продукция не проходит лабораторные тесты на миграцию веществ или герметичность швов.
1. Узел разматывания и подготовки полотна (Unwinding Unit)
Процесс начинается не с нанесения воска, а с контроля натяжения исходного материала. Бумага для пищевой упаковки (крафт, пергамент или бумага с PE-ламинатом) чувствительна к растяжению. В наших тестах мы выявили, что колебания натяжения более чем на 5 Н/м приводят к изменению геометрии поры бумаги, что влияет на адгезию парафина. Современный узел разматывания оснащен автоматической системой коррекции края (EPC — Edge Position Control) и датчиками диаметра рулона.
Важный нюанс, который часто игнорируют: система должна иметь функцию “мягкого старта”. Резкое натяжение при запуске линии после остановки может вызвать разрыв полотна или деформацию краев. Мы рекомендуем обращать внимание на наличие пневматических прижимных валов, которые обеспечивают равномерное давление по всей ширине рулона. Если производитель оборудования не указывает тип тормозной системы (магнитопорошковая или пневматическая), это красный флаг. Для высокоскоростных линий (более 150 м/мин) магнитопорошковые тормоза обеспечивают более точный контроль.
2. Парафиновая ванна и система нагрева (Paraffin Bath & Heating)
Это сердце линии. Здесь твердый парафин переходит в жидкое состояние. Казалось бы, простая задача — нагреть емкость. Однако пищевые стандарты требуют строгого контроля температуры. Перегрев парафина выше 90–95°C (в зависимости от марки воска) приводит к его окислению, изменению цвета и появлению неприятного запаха, что недопустимо для пищевой упаковки. Недогрев ведет к слишком высокой вязкости и неравномерному покрытию.
В передовых моделях используется косвенный нагрев через теплоноситель (термальное масло) или электрические ТЭНы с PID-регуляторами. Мы настаиваем на использовании нержавеющей стали AISI 304 или AISI 316 для изготовления ванны. Использование черного металла с покрытием недопустимо из-за риска коррозии и попадания частиц ржавчины в воск. Объем ванны должен обеспечивать время пребывания парафина не менее 4–6 часов для полной дегазации и стабилизации температуры. Маленькие ванны быстро остывают при подаче холодной бумаги, вызывая скачки вязкости.
3. Узел нанесения и дозирования (Coating & Metering Unit)
Существует два основных метода нанесения: погружной (dip coating) и валковый (roll coating). Для пищевой упаковочной бумаги чаще применяется валковый метод с использованием дозирующего вала (metering roll) и прижимного вала (applicator roll). Зазор между этими валами определяет толщину слоя парафина. В полностью автоматических линиях этот зазор регулируется сервоприводами с точностью до 0,01 мм.
Почему это важно? Излишек парафина приводит к его стеканию и образованию капель на обратной стороне бумаги (offsetting), что загрязняет оборудование и ухудшает внешний вид продукта. Недостаток парафина снижает барьерные свойства влаги и жира. Автоматическая система должна постоянно мониторить вязкость расплава и корректировать скорость вращения дозирующего вала. В нашей практике был случай, когда клиент сэкономил на системе контроля вязкости, и в зимний период, когда температура в цеху падала, расход парафина вырос на 18% из-за изменения его реологических свойств. Автоматика компенсирует такие внешние факторы.
4. Система охлаждения и кристаллизации (Cooling & Crystallization)
Сразу после нанесения парафин находится в жидком состоянии и уязвим для механических повреждений. Секция охлаждения предназначена для быстрой и контролируемой кристаллизации воска. Ошибка здесь — использование слишком холодного воздуха. Резкое охлаждение вызывает хрупкость покрытия и его растрескивание при последующей фальцовке или формировании пакета. Правильный подход — многоступенчатое охлаждение: сначала воздух комнатной температуры для схватывания поверхности, затем охлаждаемые валы для фиксации структуры.
Длина секции охлаждения рассчитывается исходя из скорости линии. Для скорости 100 м/мин требуется не менее 6–8 метров охлаждающего пути. Важно наличие системы удаления избыточного парафина с обратных сторон валов (doctor blades), чтобы избежать загрязнения оборудования. Мы рекомендуем линии с закрытыми кожухами в зоне охлаждения, чтобы предотвратить попадание пыли из цеха на липкую поверхность бумаги.
5. Узел намотки и резки (Rewinding & Slitting)
Финальный этап — формирование товарного рулона. Здесь критически важна система контроля натяжения, которая должна синхронизироваться с узлом разматывания. Если натяжение на намотке будет выше, чем на разматывании, бумага растянется, и слой парафина может потрескаться (“эффект яичной скорлупы”). Современные линии оснащены автоматическими устройствами для смены рулонов без остановки линии (fly splice), что повышает эффективность производства (OEE) на 15–20%.
Также на этом этапе может интегрироваться модуль продольной резки (slitter), если конечный продукт требует узких рулонов. Точность резки должна составлять не более ±0,5 мм. Любые заусенцы на краях могут стать причиной проблем на дальнейших этапах упаковки у клиента.
Технические характеристики: На что смотреть в спецификации
При запросе коммерческого предложения вы получите таблицу с цифрами. Большинство менеджеров по продажам выделяют максимальную скорость и ширину полотна. Однако для инженера-технолога эти параметры вторичны. Первичны точность контроля и энергоэффективность. Ниже приведены ключевые параметры, которые определяют класс оборудования.
| Параметр | Бюджетный сегмент | Премиум / Промышленный стандарт | Почему это важно для вас |
|---|---|---|---|
| Точность контроля температуры ванны | ±5°C | ±1°C | Влияет на вязкость и однородность слоя. Колебания >2°C ведут к браку. |
| Точность зазора валов | Ручная регулировка | Автоматическая, шаг 0,01 мм | Определяет грамматуру покрытия (г/м²). Автоматика экономит до 10% воска. |
| Система управления (PLC) | Базовые реле или старый PLC | Siemens S7-1200/1500, Allen-Bradley | Надежность, возможность интеграции в ERP, удаленная диагностика. |
| Материал контактных частей | Углеродистая сталь с покрытием | Нержавеющая сталь AISI 304/316 | Соответствие гигиеническим нормам для пищевой промышленности. |
| Энергопотребление (на тонну продукции) | Высокое, нет рекуперации | Оптимизированное, изоляция ванн | Прямое влияние на себестоимость. Разница может достигать 20–30% в счетах за электроэнергию. |
| Скорость перехода между заказами | 30–60 минут | 10–15 минут (авто-настройка) | Влияет на гибкость производства при малых тиражах. |
Обратите внимание на параметр “грамматура покрытия”. Типичные значения для пищевой бумаги составляют от 8 до 20 г/м². Линия должна позволять легко переключаться между этими значениями. Если для изменения толщины слоя требуется замена валов или долгая механическая регулировка, вы потеряете конкурентоспособность на рынке мелких партий.
Еще один скрытый параметр — уровень шума. В европейских нормах есть строгие требования к шуму на рабочем месте (не более 80 дБ). Дешевые линии часто используют дешевые вентиляторы и редукторы, которые создают невыносимый гул. Это не только вопрос комфорта, но и охраны труда. Требуйте указания уровня звукового давления в спецификации.
Соответствие стандартам и безопасность пищевой продукции
Производство упаковки для контакта с пищевыми продуктами регулируется жесткими нормами. В России и странах ЕАЭС это ГОСТ 32776-2014 и Технические регламенты Таможенного союза (ТР ТС 005/2011 “О безопасности упаковки”). В Европе — Регламент (ЕС) № 1935/2004. Ваша линия должна быть спроектирована так, чтобы продукция автоматически соответствовала этим требованиям. Но машина сама по себе не дает сертификат — она должна предоставлять инструменты для соблюдения стандартов.
Во-первых, материалы. Все части линии, контактирующие с парафином или бумагой, должны иметь сертификаты соответствия для пищевого применения. Это касается не только стали, но и уплотнений, ремней и смазок. Используйте только пищевые смазки (H1 class) в редукторах, находящихся над зоной продукта. Попадание технической смазки в воск — это аварийная ситуация, ведущая к утилизации всей партии продукции.
Во-вторых, документация. Поставщик оборудования обязан предоставить паспорт машины, инструкции по эксплуатации и обслуживанию на русском языке, а также декларации соответствия. Если вы планируете экспорт, убедитесь, что линия имеет маркировку CE (для Европы) или EAC (для ЕАЭС). Отсутствие маркировки EAC делает невозможным легальную эксплуатацию оборудования в России.
В нашей практике был случай, когда клиент купил линию без должной документации на нагревательные элементы. При аудите со стороны Роспотребнадзора возникли вопросы к миграции тяжелых металлов из нагревателей в воск. Пришлось заменять всю систему нагрева, что стоило дороже, чем изначальная экономия на оборудовании. Всегда проверяйте сертификаты на комплектующие.
Экономика процесса: Расчет окупаемости и скрытые расходы
Покупка линии — это только верхушка айсберга. Чтобы понять реальную стоимость владения (TCO), нужно учесть операционные расходы. Давайте разберем структуру затрат на примере производства 1000 тонн бумаги в месяц.
Расход парафина. Это основная статья переменных расходов. Эффективность линии определяется процентом возврата излишков парафина. В хороших линиях система сбора капель и стоков возвращает до 95–98% неиспользованного воска обратно в ванну после фильтрации. Дешевые линии теряют до 5–7% материала, который остается на валах, капает на пол или испаряется. При цене парафина 150–200 рублей за кг, потеря 5% на тонне продукции — это существенная сумма.
Энергозатраты. Нагрев парафина и работа двигателей потребляют много энергии. Современная линия должна иметь качественную теплоизоляцию ванны и трубопроводов. Мы замеряли температуру поверхности изолированной ванны — она не должна превышать 40–45°C при температуре внутри 80°C. Если поверхность горячая на ощупь, вы греете воздух в цеху, а не воск. Установка частотных преобразователей (VFD) на двигателях позволяет экономить до 30% электроэнергии за счет плавного пуска и адаптации скорости под нагрузку.
Обслуживание и простой. Автоматическая линия требует квалифицированного обслуживания. Запасные части должны быть доступны. Если уникальный датчик идет из Китая 4 недели, каждый день простоя стоит вам десятков тысяч рублей. Выбирайте поставщиков, которые держат склад запчастей в вашем регионе или гарантируют быструю логистику. Наличие локального сервисного инженера — огромный плюс.
Окупаемость инвестиции обычно составляет 12–24 месяца. Этот срок сокращается, если вы переходите с ручного нанесения на автоматическое, так как экономия материала и повышение скорости компенсируют затраты быстро. Если же вы заменяете одну автоматическую линию на другую, обоснованием должно быть повышение качества или расширение ассортимента.
Типичные ошибки при запуске и эксплуатации
Даже самое лучшее оборудование можно “убить” неправильной эксплуатацией. Мы собрали список самых частых проблем, с которыми сталкиваются наши клиенты в первый год работы.
- Игнорирование подготовки сырья. Бумага должна иметь определенную влажность (обычно 6–8%). Слишком сухая бумага активно впитывает парафин, увеличивая расход. Слишком влажная — препятствует адгезии. Установите кондиционер в зоне хранения сырья и разматывания.
- Неправильная фильтрация парафина. Со временем в ванне накапливаются угольки, пыль и обрывки бумаги. Если фильтры не чистить регулярно, эти частицы попадают на валы и оставляют дефекты на бумаге (“рыбьи глаза” или непрокрашенные точки). Автоматические системы фильтрации должны работать непрерывно.
- Отсутствие калибровки датчиков. Датчики температуры и зазора дрейфуют со временем. Раз в квартал проводите инструментальную проверку показаний PLC эталонными приборами. Доверие к цифрам на экране без проверки — путь к браку.
- Экономия на качестве парафина. Не используйте технический парафин с высоким содержанием масел для пищевой упаковки. Это приведет к миграции масел в пищу и изменению вкуса продукта. Требуйте у поставщика сырья сертификаты FDA или EU compliance.
Один из наших клиентов столкнулся с проблемой отлипания парафина от бумаги при хранении готовых рулонов летом. Выяснилось, что они использовали парафин с низкой температурой плавления, не адаптированный под летние условия склада. Решение заключалось не в замене линии, а в подборе правильной марки воска (с добавками полимеров для повышения точки каплепадения). Линия должна позволять работать с разными марками воска.
Как выбрать поставщика: Чек-лист для закупщика
Рынок оборудования насыщен предложениями. Как отличить надежного производителя от сборщика китайских компонентов? Вот шаги, которые мы рекомендуем предпринять перед подписанием контракта.
- Запросите референс-лист. Попросите контакты 2–3 действующих клиентов в вашем регионе. Позвоните им. Спросите не о том, “все ли хорошо”, а о том, “что ломалось чаще всего” и “как быстро реагирует сервис”. Реальные отзывы ценнее любых брошюр.
- Посетите производство. Если возможно, приедьте на завод-изготовитель. Посмотрите на качество сборки: аккуратность сварных швов, маркировку кабелей, качество покраски. Хаос в цеху сборки отражается на надежности машины.
- Проверьте наличие сервиса. Узнайте, есть ли у поставщика собственные инженеры или они нанимают фрилансеров для монтажа. Собственный штат говорит о серьезности намерений.
- Изучите договор гарантии. Что именно входит в гарантию? Только запчасти или также выезд специалиста? Каковы сроки реакции на заявку? Гарантия на электронику и механику может отличаться.
- Тестовый прогон. Перед отгрузкой настаивайте на тестовом прогоне с вашим сырьем (или аналогом). Зафиксируйте параметры качества покрытия, расход парафина и скорость. Эти данные станут базовыми для приемки оборудования на вашей площадке.
Выбор партнера в этом процессе имеет решающее значение. Например, ООО «Вэньчжоу Фэнмин Машиностроение» (Wenzhou Fengming Machinery), основанное в 2006 году в провинции Чжэцзян (Китай), демонстрирует подход, описанный выше. Компания специализируется на разработке высокоточного оборудования для печатной и упаковочной промышленности, включая парафинаторы и машины для нанесения покрытий. Их производственная база площадью 9300 м² и команда из более чем 120 специалистов позволяют осуществлять полный цикл контроля качества — от НИОКР до финальных испытаний. Опыт поставок в более чем 30 стран, включая Россию и страны Европы, подтверждает способность компании адаптировать свои решения (такие как серии FM-TP для покрытий) под строгие международные стандарты пищевой безопасности. Подобные производители выступают не просто продавцами железа, а технологическими партнерами, обеспечивая обучение персонала и постгарантийную поддержку, что критически важно для долгосрочной эффективности линии.
Помните, что полностью автоматическая парафинаторная линия для пищевой упаковочной бумаги — это сложный комплекс. Поставщик должен выступать как партнер-консультант, а не просто продавец железа. Он должен помочь вам подобрать режимы, обучить персонал и оптимизировать процесс.
Часто задаваемые вопросы
Какова минимальная ширина бумаги, которую можно обрабатывать на такой линии?
Обычно современные линии имеют диапазон ширины от 300 мм до 1600 мм (или шире, по заказу). Минимальная ширина ограничена конструкцией валов и системой центровки. Если вы планируете часто работать с узкими рулонами, убедитесь, что линия оснащена системой быстрой переналадки боковых упоров. Переход с широкого на узкий формат не должен занимать более 20–30 минут.
Можно ли использовать эту линию для нанесения других составов, например, силикона?
Теоретически — да, но с оговорками. Парафин и силикон имеют разные температуры плавления и вязкость. Ванна и насосы должны быть совместимы с химической природой силикона. Кроме того, силикон требует более точного контроля толщины слоя (микронные значения). Если вы планируете мультипродуктовую линию, сообщите об этом производителю на этапе проектирования. Универсальные линии стоят дороже, но позволяют диверсифицировать ассортимент.
Какой расход парафина на 1 м² бумаги считается нормальным?
Для стандартной пищевой упаковки нормой считается расход 8–12 г/м². Для усиленных барьерных свойств (например, для замороженных продуктов) — до 15–20 г/м². Если ваша линия показывает расход выше 22 г/м² без объективных причин (толстая бумага, высокая пористость), значит, система дозирования настроена неверно или есть утечки в системе возврата.
Требуется ли специальное помещение для установки линии?
Да. Помещение должно иметь хорошую вентиляцию, хотя современные линии оснащены локальными вытяжками. Температура в цеху должна поддерживаться в диапазоне 18–25°C. Резкие перепады температур влияют на вязкость парафина и качество охлаждения. Также необходимо предусмотреть место для складирования рулонов сырья и готовой продукции, а также зону для обслуживания ванны (доступ для слива и очистки).
Как долго служит такая линия?
При правильном обслуживании срок службы механической части составляет 15–20 лет. Электроника и датчики могут требовать замены или модернизации каждые 7–10 лет. Ключевой фактор долговечности — регулярная очистка ванны от нагара и замена подшипников в соответствии с регламентом. Игнорирование ТО сокращает срок службы вдвое.
Заключение: Инвестиция в стабильность качества
Выбор полностью автоматической парафинаторной линии для пищевой упаковочной бумаги — это стратегическое решение. В условиях растущих требований к экологичности и безопасности упаковки, способность производить качественный, сертифицированный продукт становится вашим главным конкурентным преимуществом. Автоматизация избавляет вас от зависимости от квалификации операторов и снижает себестоимость за счет экономии материалов.
Не гонитесь за самой низкой ценой оборудования. Считайте стоимость владения, учитывая расход парафина, энергии и простоев. Выбирайте поставщика, который демонстрирует экспертизу, предоставляет прозрачную документацию и готов поддержать вас на всех этапах — от монтажа до серийного выпуска. Инвестиции в надежную линию окупаются стабильным качеством и лояльностью ваших клиентов, которые получают упаковку, защищающую их продукт безупречно.
Если вы готовы обсудить технические детали вашего проекта, рассчитать производительность под ваши задачи или получить индивидуальное коммерческое предложение, мы приглашаем вас к диалогу. Наши инженеры готовы провести аудит ваших текущих процессов и предложить оптимальную конфигурацию линии.
Свяжитесь с нами сегодня для получения консультации и расчета окупаемости оборудования для вашего производства.




-


-


-
-


WeChat

-
WhatsApp
