

Непрерывный парафинатор для пищевой промышленности – заводы производители
2026-06-16
- Непрерывный парафинатор для пищевой промышленности: выбор надежного завода-производителя
- Технические принципы работы непрерывного парафинатора
- Ключевые параметры при выборе завода-производителя
- Сравнение типов непрерывных парафинаторов
- Экономическая эффективность и расчет окупаемости
- Интеграция в производственную линию и требования к помещению
- Часто задаваемые вопросы
- Заключение и рекомендации по выбору поставщика
Непрерывный парафинатор для пищевой промышленности: выбор надежного завода-производителя
Выбор оборудования для финишной обработки кондитерских изделий определяет не только внешний вид продукта, но и срок его годности. Непрерывный парафинатор для пищевой промышленности — это сложная инженерная система, требующая точной калибровки температурных зон и скорости конвейера. В нашей практике мы часто сталкиваемся с ситуацией, когда предприятия закупают дешевые аналоги, которые через полгода выходят из строя из-за неравномерного нагрева или коррозии баков. Это приводит к простоям линии и потере до 15% продукции из-за дефектов покрытия.
Рынок предлагает десятки решений, но лишь немногие заводы-производители способны обеспечить стабильность процесса при высоких нагрузках. Ключевой ошибкой многих закупщиков является фокус исключительно на цене единицы оборудования, игнорируя стоимость владения (TCO). Энергопотребление, расход парафина и частота технического обслуживания составляют до 60% расходов за первый год эксплуатации. В этом материале мы разберем технические нюансы, которые отличают профессиональное оборудование от кустарных поделок, и поможем вам выбрать поставщика, соответствующего стандартам EAC и ISO.
Если вы ищете непрерывный парафинатор для пищевой промышленности – заводы производители, которые гарантируют соответствие российским санитарным нормам и европейским стандартам качества, эта статья станет вашим техническим гидом. Мы опираемся на опыт интеграции более чем 40 линий в странах СНГ и Европы, чтобы дать вам практические рекомендации, а не маркетинговые лозунги.
Технические принципы работы непрерывного парафинатора
Процесс парафинирования (или глазировки) заключается в нанесении тонкого слоя защитного вещества на поверхность кондитерского изделия. В непрерывном режиме этот процесс должен происходить со скоростью от 10 до 60 метров в минуту, в зависимости от типа продукта. Основная задача оборудования — обеспечить равномерное распределение глазури толщиной 0.5–1.5 мм без образования подтеков, пузырей или непрокрашенных участков.
Современные машины работают по принципу погружения или каскадного нанесения. В первом случае продукт проходит через ванну с расплавленным парафином, во втором — глазурь подается сверху через щелевую головку или валы. Независимо от метода, критически важным элементом является система терморегуляции. Парафин — материал с высокой вязкостью, которая резко меняется при колебаниях температуры даже в 1-2°C. Если температура слишком низкая, покрытие будет толстым и хрупким; если слишком высокая — парафин начнет окисляться, меняя цвет и запах, что недопустимо для пищевой промышленности.
В наших проектах мы используем системы с PID-регуляторами и жидкостным теплоносителем (термомаслом), а не прямым электрическим нагревом. Прямой нагрев создает локальные перегревы у ТЭНов, что приводит к пригоранию продукта на стенках бака. Термомасло обеспечивает инерционный, мягкий нагрев всей массы глазури. Это увеличивает срок службы насосов и снижает риск появления углеродных включений в готовом продукте.
Еще один важный аспект — механическая часть. Конвейерная лента должна иметь специальное антиадгезионное покрытие или перфорацию, позволяющую излишкам парафина стекать обратно в бак. Натяжение ленты регулируется автоматически, чтобы избежать вибраций, которые вызывают волнистость покрытия. Заводы-производители высокого уровня устанавливают датчики контроля уровня глазури с автоматической подачей сырья из промежуточных бункеров. Это исключает человеческий фактор и поддерживает постоянный объем рабочей массы.
Для понимания эффективности процесса важно учитывать реологические свойства используемого жира. Разные типы кондитерских жиров требуют разной скорости кристаллизации. Оборудование должно позволять оператору быстро менять настройки охлаждения. Обычно это достигается за счет регулируемых воздушных туннелей после зоны нанесения, где температура воздуха может варьироваться от +5°C до +15°C. Отсутствие такой гибкости делает машину непригодной для производства широкого ассортимента продукции.
Ключевые параметры при выборе завода-производителя
Поиск надежного партнера начинается не с просмотра каталогов, а с аудита производственных возможностей завода. Многие компании позиционируют себя как производители, но фактически являются сборщиками компонентов, заказанных на сторонних металлообрабатывающих предприятиях. Это создает риски в качестве сварных швов, полировке поверхностей и сборке электрических шкафов. Настоящий завод-производитель имеет собственный цех лазерной резки, гибки металла и сборочный участок.
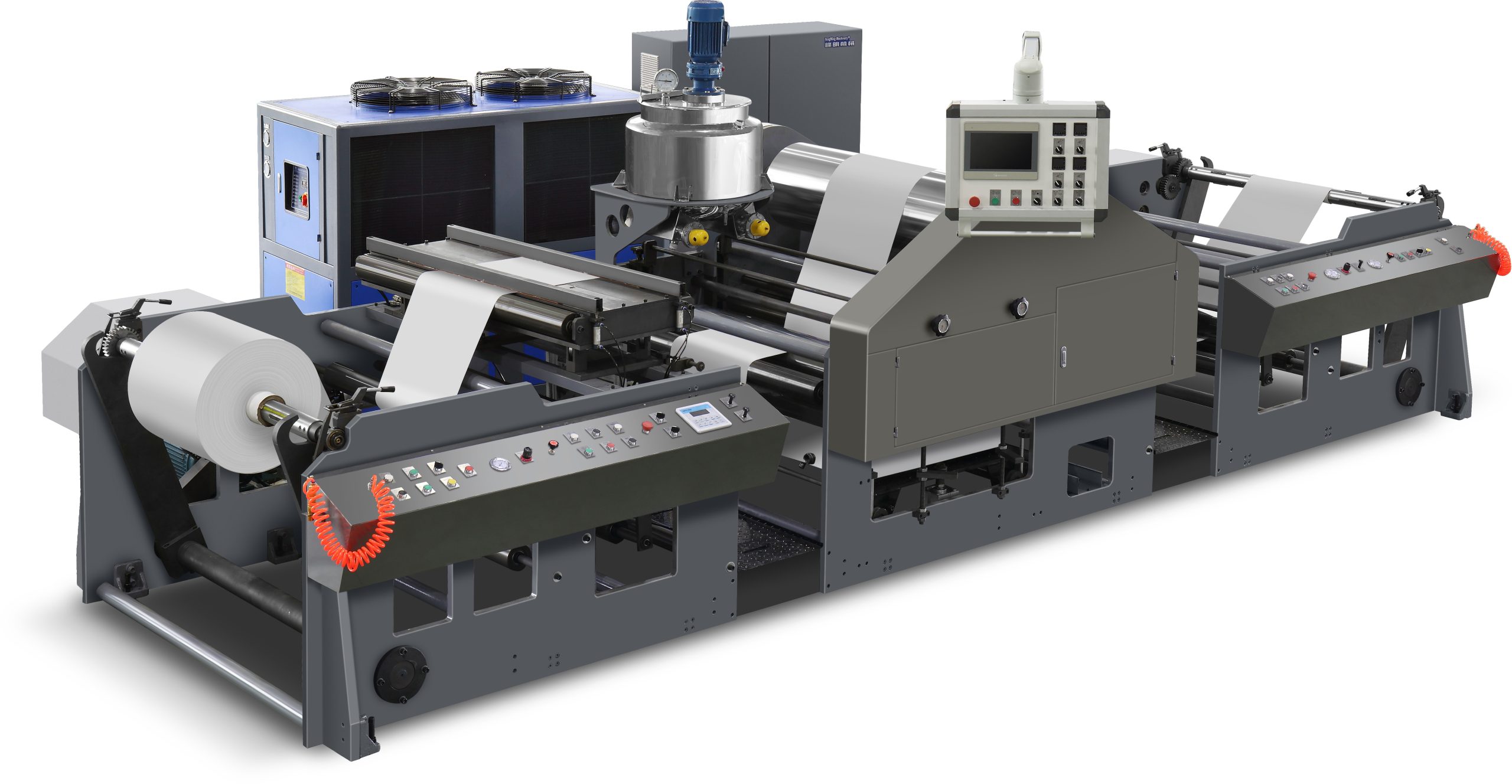
Примером такого подхода является ООО «Вэньчжоу Фэнмин Машиностроение». Основанная в 2006 году в промышленной зоне Ваньцюань (Китай), компания располагает современной производственной базой площадью 9300 м². Наличие собственных мощностей позволяет контролировать каждый этап: от приемки комплектующих до финальных испытаний. Штат из более чем 120 квалифицированных сотрудников, включая инженеров-конструкторов и специалистов по автоматизации, обеспечивает высокий уровень качества. Компания специализируется не только на печатном оборудовании, но и разработала линейку машин для нанесения покрытий, включая парафинаторы, которые соответствуют строгим требованиям пищевой и медицинской промышленности.
Материал исполнения — первый индикатор качества. Все контактирующие с продуктом части должны быть изготовлены из нержавеющей стали марки AISI 304 или, для агрессивных сред, AISI 316L. Толщина листа не должна быть менее 1.5–2 мм. Дешевые аналоги используют сталь 1 мм, которая деформируется при термических расширениях, нарушая герметичность соединений. Обратите внимание на качество сварных швов: они должны быть зачищены и отполированы до зеркального блеска (Ra < 0.8 мкм). Шероховатая поверхность — идеальное место для размножения бактерий и накопления остатков жира, которые невозможно вымыть полностью.
Электрическая составляющая также требует внимательного изучения. Шкафы управления должны иметь класс защиты не ниже IP54, а лучше IP65, учитывая влажность и наличие жировых испарений в цехе. Компоненты автоматики (ПЛК, частотные преобразователи, сенсорные панели) должны быть от признанных брендов (Siemens, Schneider Electric, Omron). Использование no-name компонентов из Юго-Восточной Азии снижает стоимость машины на 10-15%, но увеличивает время поиска запчастей при поломке с нескольких часов до нескольких недель. В нашей практике был случай, когда клиент потерял три дня простоя из-за выхода из строя дешевого контроллера температуры, аналог которого не удалось найти в регионе.
Сертификация оборудования — обязательное требование для легальной работы в РФ и странах ЕАЭС. Машина должна иметь декларацию соответствия техническим регламентам ТР ТС 004/2011 (О безопасности машин и оборудования) и ТР ТС 010/2011 (О безопасности машин и оборудования). Наличие сертификата ISO 9001 у завода-производителя подтверждает, что процессы контроля качества систематизированы. Однако сам по себе сертификат не гарантирует качество конкретной машины, поэтому всегда запрашивайте протоколы испытаний опытных образцов.
Производительность машины должна соответствовать вашему плану выпуска с запасом 20-30%. Если ваша линия выпускает 1000 кг/час, парафинатор должен быть рассчитан на 1200-1300 кг/час. Работа оборудования на пределе возможностей приводит к быстрому износу подшипников, двигателей и нагревательных элементов. Завод-производитель обязан предоставить график нагрузок и рекомендации по интеграции в существующую линию. Несовместимость скоростей конвейеров — частая проблема при модернизации старых цехов.
Сравнение типов непрерывных парафинаторов
Не все задачи решаются одинаково. Выбор конструкции зависит от типа продукта, требуемой толщины покрытия и бюджета. Ниже приведено детальное сравнение двух основных типов оборудования: погружного типа и каскадного (валкового) типа. Понимание этих различий поможет вам избежать переплаты за ненужные функции или, наоборот, покупки неподходящего решения.
| Параметр | Погружной тип (Enrober) | Каскадный/Валковый тип |
|---|---|---|
| Принцип действия | Полное или частичное погружение продукта в ванну с глазурью с последующим обдувом. | Нанесение глазури через щелевую головку или валы сверху, иногда с нижним подливом. |
| Типичное применение | Печенье, вафли, батончики, зефир, сложные формы. | Плоские изделия, печенье, крекеры, продукты, чувствительные к давлению. |
| Расход глазури | Выше (требуется большой объем рабочей ванны). | Ниже (точечная подача, меньше потерь на рециркуляцию). |
| Качество покрытия дна | Идеальное, полное покрытие. | Зависит от конфигурации, часто дно остается непокрытым или покрыто частично. |
| Сложность очистки | Высокая (необходимо сливать всю ванну для полной мойки). | Средняя (легче доступ к узлам нанесения). |
| Стоимость оборудования | Выше из-за сложности системы терморегуляции большой массы. | Ниже, конструкция проще и компактнее. |
| Гибкость смены продукта | Низкая (долгая смена типа глазури, промывка). | Высокая (быстрая регулировка зазоров и потока). |
Погружные машины универсальны. Они позволяют глазировать изделия сложной геометрической формы, так как глазурь обтекает продукт со всех сторон. Однако они требуют значительного количества глазури для заполнения ванны. Для небольших партий или частой смены рецептур это невыгодно из-за затрат на продукт, остающийся в системе. Кроме того, температура всей массы глазури должна поддерживаться стабильной, что требует мощных нагревателей.
Каскадные машины экономичнее в расходе материала. Они идеально подходят для плоских изделий, таких как печенье или крекеры, где не требуется покрытие боковых граней. Скорость линии может быть выше, так как нет сопротивления среды при погружении. Но если ваше изделие имеет неровную поверхность или глубокие выемки, каскадный метод оставит “слепые зоны”.
При выборе между этими типами задайте себе вопрос: какая доля продукции требует полного покрытия? Если более 80% вашего ассортимента — это батончики или вафли с полным покрытием, выбирайте погружной тип. Если вы производите преимущественно плоское печенье с частичной глазурью, каскадная машина окупится быстрее за счет экономии сырья и электроэнергии.
Существуют также гибридные модели, сочетающие элементы обоих подходов, но их стоимость значительно выше, а обслуживание сложнее. Мы рекомендуем начинать с классических решений, проверенных временем, особенно если у вас нет штата высококвалифицированных инженеров для обслуживания сложной гидравлики.
Экономическая эффективность и расчет окупаемости
Покупка промышленного оборудования — это инвестиция, которая должна приносить прибыль. Расчет окупаемости непрерывного парафинатора строится на трех столпах: снижение потерь сырья, экономия энергии и увеличение скорости выпуска. Давайте разберем каждый пункт с конкретными цифрами, основанными на реальных кейсах наших клиентов.
Потери сырья. В ручных или полуавтоматических линиях перерасход глазури может достигать 10-15% из-за неравномерного нанесения и ручного контроля. Автоматический парафинатор с системой рециркуляции и точной дозировкой снижает этот показатель до 2-3%. Для предприятия, потребляющего 10 тонн глазури в месяц по цене 150 рублей за кг, экономия составляет: (15% – 3%) * 10 000 кг * 150 руб. = 180 000 рублей в месяц. За год это 2.16 миллиона рублей, что уже покрывает значительную часть стоимости оборудования среднего класса.
Энергоэффективность. Современные машины оснащены теплоизоляцией из минеральной ваты или пенополиуретана толщиной не менее 50 мм. Это снижает теплопотери на 40-50% по сравнению с изолированными моделями старого образца. Кроме того, использование частотных преобразователей на двигателях конвейера и насосов позволяет адаптировать потребление энергии под реальную загрузку линии. Среднее энергопотребление современного парафинатора мощностью 30-50 кВт составляет около 60-70% от номинала в рабочем режиме благодаря алгоритмам плавного пуска и поддержания температуры.
Увеличение скорости выпуска. Ручная глазировка ограничена скоростью человеческого труда и составляет в среднем 200-300 кг/час. Непрерывная линия легко достигает 1000-2000 кг/час. Это позволяет выполнять крупные оптовые заказы, которые ранее были недоступны из-за ограничений по производительности. Возможность работать в три смены без снижения качества покрытия увеличивает выпуск продукции в 3 раза при тех же площадях цеха.
Стоимость владения (TCO). При расчете бюджета учитывайте не только цену покупки, но и затраты на монтаж, пусконаладку и обучение персонала. Заводы-производители, предлагающие шеф-монтаж, помогают избежать ошибок при подключении коммуникаций, которые могут стоить дороже самой услуги. Также уточните стоимость запасных частей: ТЭНы, ремни, подшипники. Дешевое оборудование часто компенсирует низкую начальную цену высокой стоимостью и дефицитностью расходников.
Срок окупаемости для качественного непрерывного парафинатора при средней загрузке предприятия составляет 12-18 месяцев. Если ваше производство работает менее чем в одну смену или имеет небольшие объемы, рассмотрите возможность приобретения компактных моделей или аренды оборудования с правом выкупа.
Интеграция в производственную линию и требования к помещению
Установка парафинатора — это не просто размещение машины в цеху. Это интеграция в единый технологический поток. Ошибки на этапе планирования приводят к тому, что оборудование становится “бутылочным горлышком” или, наоборот, простаивает из-за несогласованности с предыдущими и последующими этапами.
Требования к помещению. Парафинатор требует стабильного микроклимата. Температура в цехе не должна превышать 20-22°C, иначе глазурь будет плохо застывать, даже в туннеле охлаждения. Влажность должна контролироваться, так как конденсат на поверхности холодного продукта вызывает появление белого налета (сахарного или жирового поседения). Пол в зоне установки должен быть ровным, с уклоном для стока воды, и покрыт кислотостойкой плиткой. Под машиной необходимо предусмотреть трапы для сбора возможных протечек.
Коммуникации. Оборудование подключается к электросети 380В, 50Гц. Важно обеспечить стабильное напряжение, используя стабилизаторы или источники бесперебойного питания для блока управления. Скачки напряжения могут вывести из строя дорогостоящие ПЛК и сенсорные панели. Также требуется подвод сжатого воздуха (давление 6-8 бар) для работы пневматических цилиндров и форсунок обдува. Воздух должен быть очищен от влаги и масла, поэтому установка влагомаслоотделителя обязательна.
Логистика потока. Перед парафинатором продукт должен иметь стабильную температуру. Если печенье выходит из печи горячим, его необходимо охладить до комнатной температуры перед глазированием. Иначе глазурь расплавится и впитается в структуру продукта, вместо того чтобы создать защитный слой. После парафинатора обязателен охлаждающий туннель длиной не менее 10-15 метров (в зависимости от скорости ленты), где происходит кристаллизация глазури. Без достаточной длины охлаждения продукт будет липким при упаковке.
Обслуживание и доступ. Оставьте вокруг машины минимум 1 метр свободного пространства для обслуживания. Доступ к электрическому шкафу, насосам и редукторам должен быть свободным. Заводы-производители часто предусматривают съемные панели и откидные крышки баков для удобства мойки. Убедитесь, что эти элементы конструктивно продуманы и не требуют специального инструмента для демонтажа.
В нашей практике был случай, когда клиент установил мощный парафинатор в помещении без adequate вентиляции. Испарения термомасла и глазури создавали неприятный запах и оседали на других продуктах. Пришлось делать дополнительную вытяжку, что потребовало остановки производства и дополнительных затрат. Учитывайте вентиляцию на этапе проектирования.
Часто задаваемые вопросы
Какой срок изготовления непрерывного парафинатора на заказ?
Стандартный срок производства серийной модели составляет 4-6 недель. Если требуется индивидуальная разработка (нестандартная ширина ленты, особые материалы, интеграция с существующей линией), срок увеличивается до 8-12 недель. Этот период включает проектирование, закупку комплектующих, изготовление, сборку и заводские испытания. Срочные заказы возможны с наценкой 20-30%, но зависят от загрузки производственного цеха завода.
Можно ли использовать растительные жиры вместо парафина?
Да, современные парафинаторы универсальны и могут работать с кондитерскими жирами, шоколадной глазурью, компаундами и растительными аналогами. Однако для каждого типа сырья необходимо настроить температурные режимы. Растительные жиры часто более чувствительны к перегреву и требуют более точного контроля температуры (до ±0.5°C). Уточняйте у производителя совместимость насосов и уплотнений с конкретным типом жира, так как некоторые компоненты могут разъедаться определенными кислотами в составе сырья.
Как осуществляется мойка оборудования?
Большинство современных машин имеют систему автоматической мойки (CIP – Clean In Place) или облегченный ручной доступ. Баки оснащены сливными кранами в нижней точке для полного удаления остатков глазури. Поверхности из нержавеющей стали моются щетками и специальными средствами. Важно проводить полную мойку с разборкой насосов и фильтров не реже одного раза в неделю при интенсивной работе. Ежедневно проводится ополаскивание горячей водой и продувка системы. Завод-производитель должен предоставить подробную инструкцию по санитарной обработке.
Что входит в гарантийное обслуживание?
Стандартная гарантия составляет 12-24 месяца на основные узлы (рама, баки, электрошкаф) и 6-12 месяцев на расходные материалы (ТЭНы, ремни, подшипники). Гарантия покрывает дефекты материалов и сборки. Она не распространяется на повреждения, вызванные неправильной эксплуатацией, скачками напряжения, использованием не рекомендованных материалов или отсутствием регулярного ТО. Заводы-производители обязаны предоставлять удаленную техническую поддержку и, при необходимости, выезжать на объект для ремонта (за отдельную плату или в рамках расширенного сервисного контракта).
Требуется ли специальная подготовка персонала?
Да, операторы должны пройти обучение. Завод-производитель проводит инструктаж по технике безопасности, управлению панелью HMI, настройке параметров и базовому обслуживанию. Персонал должен понимать принципы работы терморегуляции и уметь реагировать на аварийные сигналы. Отсутствие квалифицированного оператора — одна из главных причин преждевременного выхода оборудования из строя. Мы рекомендуем назначить ответственного инженера, который глубоко изучит техническую документацию.
Заключение и рекомендации по выбору поставщика
Выбор непрерывного парафинатора для пищевой промышленности — это стратегическое решение, влияющее на качество вашей продукции и рентабельность бизнеса. Не гонитесь за самой низкой ценой. Дешевое оборудование часто оборачивается высокими эксплуатационными расходами и простоями. Ищите заводы-производители с прозрачной историей, реальными кейсами и возможностью посетить их производство или действующие объекты клиентов.
Обратите внимание на послепродажное обслуживание. Наличие склада запчастей в вашем регионе или оперативная логистика от завода критически важны. Машина, стоящая без дела неделю, приносит убытки, многократно превышающие экономию на покупке. Требуйте подробную техническую документацию на русском языке, схемы электрические и паспорта на все узлы.
Мы рекомендуем запросить коммерческие предложения у 3-5 проверенных заводов, сравнить не только цену, но и технические характеристики, условия гарантии и сроки поставки. Попросите рассчитать энергопотребление и расход глазури для вашего конкретного продукта. Это покажет профессионализм поставщика и его заинтересованность в вашем успехе.
Такие компании, как ООО «Вэньчжоу Фэнмин Машиностроение», демонстрируют пример ответственного подхода: имея опыт экспорта в более чем 30 стран (включая Россию, Европу и Азию), они обеспечивают не только поставку оборудования, но и комплексную поддержку — от технической консультации на этапе проектирования до обучения персонала и сервисного сопровождения. Их продукция, разработанная с учетом экологических стандартов и требований пищевой безопасности, проходит многоступенчатый контроль качества, что минимизирует риски при эксплуатации.
Если вы готовы модернизировать свое производство и выйти на новый уровень качества, свяжитесь с нами сегодня. Наши эксперты помогут подобрать оптимальную модель, рассчитают окупаемость и организуют пусконаладочные работы “под ключ”. Доверьте технологию профессионалам, чтобы сосредоточиться на развитии вашего бренда.
Купить непрерывный парафинатор у официального производителя
Техническая консультация по оборудованию для кондитерской промышленности




-


-


-
-


WeChat

-
WhatsApp
