

Как настроить 6-цветную линейную флексографскую машину: пошаговая инструкция
2026-06-03
- Подготовка к запуску: инструменты и условия безопасности
- Этап 1: Механическая юстировка и выравнивание печатных секций
- Этап 2: Настройка системы подачи краски и вязкости
- Этап 3: Регулировка натяжения полотна и веб-тракт
- Этап 4: Приладка регистрации и тестовая печать
- Этап 5: Сушка и финишная обработка
- Почему выбор надежного партнера важен для долгосрочной эксплуатации
- Часто задаваемые вопросы
Подготовка к запуску: инструменты и условия безопасности
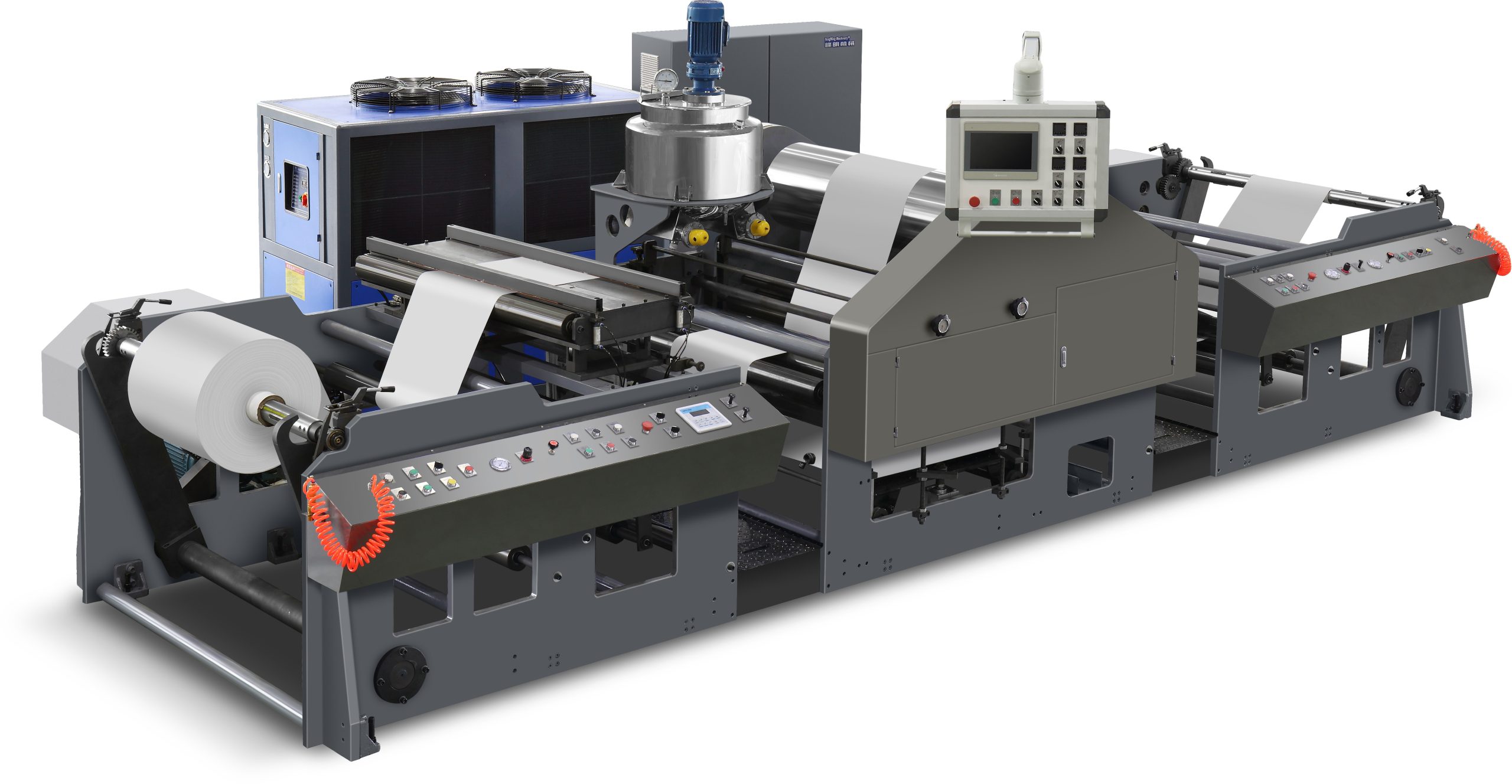
Настройка 6-цветной линейной флексографской машины — это не просто последовательность нажатия кнопок, а точный инженерный процесс, от которого зависит рентабельность всего производства бумажных пакетов. Если вы ищете информацию о том, как правильно конфигурировать оборудование, знайте: флексографская печатная машина для бумажных пакетов требует предварительной проверки механики перед включением электроники. В нашей практике мы видели случаи, когда операторы пропускали этап калибровки валов, что приводило к потере до 15% материала в первые часы работы из-за неравномерного натяжения полотна. Прежде чем приступать к пошаговой инструкции, убедитесь, что у вас под рукой есть набор щупов для проверки зазоров, спиртовой уровень, тахометр и calibrated тензометр для измерения натяжения.
Температура в цеху должна стабильно держаться в диапазоне 20–24°C, а влажность — не превышать 60%. Бумага гигроскопична, и любые отклонения климата вызовут изменение геометрии полотна еще до входа в первую печатную секцию. Мы настоятельно рекомендуем провести тестовый прогон холостого хода длительностью не менее 30 минут. Это позволит выявить скрытые вибрации в редукторах или люфты в подшипниках, которые невозможно заметить при статическом осмотре. Игнорирование этого правила часто становится причиной «плавающего» регистра, который невозможно устранить программными методами.
Этап 1: Механическая юстировка и выравнивание печатных секций
Первый шаг настройки заключается в обеспечении идеальной соосности всех шести печатных единиц относительно центральной линии машины. Любое отклонение даже на 0,05 мм приведет к тому, что флексографская печатная машина для бумажных пакетов будет выдавать брак по совмещению цветов (регистрации). Начните с проверки опорных плит каждой секции. Используйте прецизионный уровень и регулировочные винты, чтобы выставить горизонталь. В процессе монтажа оборудования серии FM-TS наши инженеры часто сталкиваются с ситуацией, когда фундамент цеха имеет микро-уклон, незаметный глазу, но критичный для высокоскоростной печати.
- Проверка зазора между формным и растровым валом. Установите зазор согласно спецификации производителя фотополимерных форм. Для стандартных бумаг этот параметр обычно составляет 0,1–0,15 мм. Ошибка здесь ведет либо к раздавливанию точки (избыточное давление), либо к пробелам в печати (недостаточное давление). Мы рекомендуем использовать метод «отпечатка на фольге»: прокрутите валы вручную с inserted фольгой и оцените ширину полосы контакта. Она должна быть равномерной по всей длине вала.
- Юстировка ракельного устройства. Угол установки ножа ракеля критически важен для удаления излишков краски. Стандартный угол составляет 30–35 градусов относительно поверхности вала. Если угол слишком острый, нож будет быстро изнашиваться и оставлять полосы; если слишком тупой — краска не будет сниматься эффективно, вызывая фон. Обратите внимание: при работе с водными красками для бумажных пакетов давление ракеля должно быть минимально необходимым для чистого съема.
- Синхронизация приводных валов. В линейных машинах каждый цвет печатается отдельной секцией. Механическая связь или электронная синхронизация сервоприводов должна быть проверена на отсутствие люфта. Вращайте главный вал вручную и наблюдайте за движением всех шести формных цилиндров. Они должны двигаться абсолютно синхронно. Задержка даже в одной секции вызовет разрыв изображения при переходе на высокую скорость.
Частая ошибка новичков — попытка компенсировать механические перекосы настройкой регистрации через панель оператора. Это грубое нарушение технологии. Электроника может исправить смещение в пределах 2–3 мм, но она не способна устранить механический перекос вала. Если вы чувствуете сопротивление при ручной прокрутке или видите неравномерный износ шестерен, остановитесь и устраните механическую неисправность. Только после достижения идеальной механической базы можно переходить к настройке систем подачи краски.
Этап 2: Настройка системы подачи краски и вязкости
Качество печати на бумаге напрямую зависит от реологии используемых чернил. Для бумажных пакетов чаще всего применяются водно-дисперсионные краски, вязкость которых чувствительна к температуре и времени простоя. Неправильная подготовка краски — вторая по частоте причина брака после проблем с регистрацией. Ваша цель — добиться стабильной передачи краски от анилоксового вала на форму без изменения оттенка в течение всей тиража.
Начните с подготовки красочных ванн. Тщательно перемешайте краску до получения однородной консистенции. Использование автоматических систем рециркуляции краски предпочтительно, так как они предотвращают оседание пигмента и изменение вязкости в процессе работы. Если ваша флексографская печатная машина для бумажных пакетов оснащена насосами замкнутого цикла, убедитесь, что фильтры чистые и производительность насоса соответствует требованиям ширины запечатываемого поля.
Контроль вязкости и роль анилоксовых валов
Вязкость краски необходимо измерять вискозиметром типа DIN4 или Ford4 каждые 30–40 минут работы. Оптимальный диапазон для печати на крафт-бумаге обычно составляет 18–22 секунды (по DIN4), но точное значение зависит от пористости конкретного сорта бумаги. Слишком густая краска приведет к забиванию ячеек анилоксового вала и появлению «муара», а слишком жидкая вызовет растискивание точки и потерю контраста.
Выбор анилоксового вала определяет количество наносимой краски. Для сплошных плашек (solid areas) на бумажных пакетах рекомендуются валы с линиатурой 300–400 lpi и объемом ячеек 6–8 bcm (мл/м²). Для растровых изображений и мелкого текста необходимы валы с более высокой линиатурой (600–800 lpi) и меньшим объемом (2.5–4 bcm). Важно помнить: объем ячейки должен соответствовать типу формы. Если объем анилокса слишком велик для тонкой линии, краска растечется, и текст станет нечитаемым.
В нашей практике был случай, когда клиент жаловался на нестабильность цвета желтого оттенка. После аудита выяснилось, что оператор добавлял воду для снижения вязкости прямо в основную емкость, нарушая баланс связующих веществ. Краска потеряла адгезию к бумаге и начала осыпаться после сушки. Решение заключалось в строгом дозировании добавок и использовании автоматического контроллера вязкости, который поддерживает параметры в узком коридоре ±0.5 секунды.
- Очистка анилоксовых валов. Перед началом смены обязательно проведите глубокую очистку валов ультразвуком или специальными химическими средствами. Остатки засохшей краски в ячейках уменьшают эффективный объем переноса, что приводит к недокрасу. Регулярная чистка продлевает срок службы дорогостоящих керамических валов.
- Настройка давления в красочной камере. Если используется закрытая красочная камера (chambered doctor blade), проверьте давление прижима боковых уплотнений. Чрезмерное давление вызывает быстрый износ уплотнений и риск протечек, а недостаточное — разбрызгивание краски. Давление должно быть достаточным только для герметизации, но не для деформации уплотнителя.
Этап 3: Регулировка натяжения полотна и веб-тракт
Бумажное полотно — материал капризный и легко деформируемый. В отличие от пленки, бумага имеет предел прочности на разрыв и склонна к вытягиванию при избыточном натяжении. Правильная организация веб-тракта (пути прохождения материала) является фундаментом для точной регистрации. Если натяжение нестабильно, изображение будет «плыть» вдоль направления печати, делая невозможным совмещение цветов.
Установите начальное натяжение согласно рекомендациям производителя бумаги. Для стандартного крафта плотностью 70–90 г/м² оптимальное натяжение обычно находится в диапазоне 15–25 кгс, но это значение требует эмпирической корректировки под конкретную партию рулона. Используйте тензометрические датчики, если они установлены на машине, или руководствуйтесь показаниями тормозных систем unwind (размотки) и натяжных танцевальных валиков.
Настройка тормозной системы и компенсирующих валиков
Система размотки (unwind) должна обеспечивать плавное торможение без рывков. Резкие скачки натяжения при старте или остановке машины приводят к обрыву полотна или смещению печати. Проверьте работу пневматических или электрических тормозов: они должны реагировать на сигналы датчиков положения танцевального валика мгновенно. Запаздывание реакции даже на 0,2 секунды может вызвать накопление слабины или перетяжку.
Компенсирующие валики (dancer rolls) играют роль буфера, сглаживающего пульсации натяжения. Отрегулируйте давление на пневмоцилиндрах танцевального вала так, чтобы он находился в среднем положении при рабочей скорости. Если вал постоянно прижат к верхнему или нижнему ограничителю, система работает на пределе и не сможет компенсировать изменения диаметра рулона или скорости машины.
Особое внимание уделите зоне входа полотна в первую печатную секцию. Полотно должно заходить строго перпендикулярно оси валов. Перекос на входе («увод» полотна) невозможно исправить внутри машины. Используйте направляющие валики с возможностью угловой регулировки (steering rollers), чтобы центрировать полотно автоматически или вручную. Мы рекомендуем установить систему автоматического коррекции края (EPC), которая отслеживает кромку бумаги и подруливает размоточный узел, предотвращая смещение.
Типичная проблема при печати на бумаге — образование складок из-за неравномерного натяжения по ширине полотна. Это часто происходит, если валы имеют конусность или если профиль натяжения не оптимизирован. Решение заключается в использовании профильных валов или регулировке зоны прижима прижимных валов. Также убедитесь, что сушка между секциями не пересушивает бумагу, делая её ломкой и чувствительной к натяжению.
Этап 4: Приладка регистрации и тестовая печать
После механической настройки и подготовки материалов наступает самый ответственный момент — приладка. Цель этого этапа — добиться совмещения всех шести цветов с точностью до 0,1 мм. Современные сервоприводные машины, такие как модели, производимые ООО Вэньчжоу Фэнмин Машиностроение, значительно упрощают этот процесс благодаря цифровому управлению положением каждого вала, но понимание физической сути процесса остается обязательным для оператора.
Загрузите тестовый файл печати, содержащий кресты регистрации для каждого цвета и плашечные поля для контроля плотности. Запустите машину на минимальной скорости (10–15 м/мин). Визуально оцените положение первого цвета (обычно черного или ключевого) и зафиксируйте его как базовый. Затем последовательно включайте остальные цвета, подстраивая их положение относительно базы.
Использование систем видеоконтроля и автоматической регистрации
Если ваша флексографская печатная машина для бумажных пакетов оснащена системой автоматической регистрации (AVC), активируйте её после ручной грубой подгонки. Камеры сканируют метки на полотне и отправляют сигналы сервомоторам для микро-коррекции положения валов. Однако не полагайтесь полностью на автоматику в начале запуска. Оптические сенсоры могут ошибаться при наличии дефектов на бумаге или слишком слабом контрасте меток.
Ручная доводка часто необходима для компенсации специфических деформаций бумаги. Бумага может растягиваться по-разному в центре и по краям рулона. В таких случаях оператор использует функцию «наклона вала» (tilt adjustment), если она предусмотрена конструкцией, или корректирует давление в отдельных зонах. Важно действовать последовательно: сначала настроили продольную регистрацию (вдоль движения), затем поперечную.
Постепенно увеличивайте скорость машины, контролируя качество оттиска на каждом этапе (30, 50, 80, 100% от рабочей скорости). Часто бывает, что при низкой скорости регистрация идеальна, но при разгоне появляется сдвиг. Это указывает на инерционные проблемы в приводах или проскальзывание полотна. В таком случае вернитесь к настройке натяжения или проверьте состояние тормозных колодок.
Мы рекомендуем сделать контрольный прогон длиной не менее 50 метров на рабочей скорости перед утверждением тиража. Возьмите образцы из начала, середины и конца этого отрезка. Сравните их под лупой или микроскопом. Если точка растискивания стабильна, а кресты регистрации совпадают — машина готова к работе. Если нет, ищите причину в термостабильности красок или нагреве валов, который меняет их диаметр в процессе работы.
Этап 5: Сушка и финишная обработка
Финальным аккордом настройки является обеспечение правильной сушки оттиска. Для бумажных пакетов, особенно предназначенных для пищевой промышленности, остаточная влажность краски недопустима. Она может привести к слипанию пакетов в стопе или миграции компонентов краски. Система сушки должна быть сбалансирована: слишком высокая температура вызовет коробление бумаги, слишком низкая — неполное высыхание.
Отрегулируйте мощность инфракрасных ламп и поток горячего воздуха в сушильных тоннелях между секциями и после последней печати. Температура поверхности полотна на выходе из сушки не должна превышать 60–70°C для обычной бумаги, чтобы избежать потери прочности волокон. Используйте пирометр для контроля реальной температуры поверхности.
Проверьте работу вытяжной вентиляции. Эффективный отвод паров растворителя (воды) критически важен для скорости сушки. Засоренные фильтры вытяжки снижают эффективность сушки на 20–30%, что вынуждает снижать скорость машины. Регулярная очистка воздуховодов — простая, но часто игнорируемая процедура, влияющая на производительность.
После прохождения через сушильный тоннель полотно поступает на выходной узел (rewind или резку). Здесь важно настроить натяжение заново, так как высушенная бумага становится жестче и менее эластичной. Чрезмерное натяжение на намотке может привести к деформации внутренних слоев рулона. Убедитесь, что намотка производится плотно, но без сдавливания, которое могло бы вызвать отслаивание краски.
Почему выбор надежного партнера важен для долгосрочной эксплуатации
Настройка машины — это лишь начало жизненного цикла оборудования. Стабильность результатов в течение лет зависит от качества сборки и инженерной культуры производителя. ООО Вэньчжоу Фэнмин Машиностроение, работающее с 2006 года в промышленной зоне Ваньцюань, зарекомендовало себя как партнер, понимающий эти нюансы. Их подход к производству, охватывающий полный цикл от НИОКР до сервисного сопровождения, гарантирует, что каждая флексографская печатная машина для бумажных пакетов, покидающая завод площадью 9300 м², проходит многоуровневую проверку на синхронизацию и точность позиционирования.
Опыт компании, поставляющей оборудование в более чем 30 стран, включая Россию и страны Европы, позволяет внедрять решения, адаптированные к различным условиям эксплуатации. Например, их серия машин FM-TS разработана с учетом требований экологичности и специфики пищевой упаковки, где важна чистота процессов. Наличие собственной команды из 120+ инженеров означает, что вы получаете не просто железо, а технологическую поддержку, способную решить сложные задачи по интеграции оборудования в ваше производство.
При выборе поставщика обращайте внимание не только на цену, но и на доступность запасных частей и квалификацию сервисных инженеров. Машина, которая простаивает неделю из-за отсутствия подшипника или программного сбоя, обходится дороже любой экономии при покупке. Принципы «Качество — это рынок завтрашнего дня», которых придерживается Фэнмин, напрямую влияют на вашу способность выполнять заказы вовремя и с минимальным процентом брака.
Часто задаваемые вопросы
Как часто нужно менять анилоксовые валы при печати на бумаге?
Срок службы керамических анилоксовых валов при правильной эксплуатации и регулярной очистке составляет 5–7 лет интенсивной работы. Однако, если вы печатаете абразивными пигментами или используете агрессивные химикаты для мойки, ресурс может сократиться до 3 лет. Признаками износа являются снижение плотности печати при неизменном давлении и появление полос. Регулярный замер объема ячеек с помощью микроскопа поможет спланировать замену заранее.
Можно ли печатать на машине 6 цветов, если заказ требует только 2?
Да,完全可以. Линейная конструкция позволяет отключать ненужные секции. Вы можете просто не наносить краску в лишних секциях и разобщить приводные валы (если механика позволяет) или оставить их вращаться вхолостую. Однако экономически выгоднее использовать машину с количеством секций, соответствующим типовым заказам, чтобы не тратить энергию и ресурс на обслуживание лишних узлов. Для малых тиражей с 2 цветами универсальная 6-цветная машина все равно остается гибким решением.
Что делать, если бумага рвется при заправке?
Обрывы при заправке чаще всего вызваны неправильной настройкой натяжения на участке размотки или наличием дефектов на кромке рулона. Проверьте, чтобы тормоз размотки не был затянут слишком сильно в статическом режиме. Также убедитесь, что направляющие валики чистые и свободно вращаются. Если проблема повторяется на одном и том же участке рулона, возможно, бумага имеет внутреннее напряжение или неравномерную влажность — в этом случае стоит заменить рулон.
Какова точность регистрации современных машин Фэнмин?
Оборудование, выпускаемое ООО Вэньчжоу Фэнмин Машиностроение, обеспечивает точность регистрации в пределах ±0,1 мм при рабочих скоростях до 150–200 м/мин (в зависимости от конкретной модели, например FM-FS1450). Такая точность достигается благодаря использованию сервоприводов последнего поколения и жесткой станине, гасящей вибрации. Это позволяет печатать сложные многоцветные изображения и мелкий текст без видимых глазу искажений.
Нужно ли специальное обучение для операторов?
Да, управление современной флексомашиной требует квалификации. Несмотря на интуитивный интерфейс, понимание физики процесса печати, свойств красок и бумаги обязательно. Компания-производитель обычно предоставляет программу обучения персонала, включающую теоретическую часть и практику на стенде. Инвестиции в обучение окупаются снижением брака и увеличением срока службы оборудования.
Настройка 6-цветной линейной флексографской машины — это комплексная задача, требующая внимания к деталям на каждом этапе: от механики до химии процессов. Соблюдение описанных выше шагов позволит вам выйти на режим качественной печати в кратчайшие сроки. Помните, что стабильность результата зависит не только от навыков оператора, но и от надежности самого оборудования. Если вы ищете долгосрочное решение для своего производства, рассмотрите варианты сотрудничества с проверенными производителями, такими как флексографская печатная машина для бумажных пакетов от надежного поставщика, где качество подтверждено международным опытом и строгими стандартами контроля.
Не откладывайте аудит вашего текущего оборудования. Даже небольшая корректировка настроек может повысить вашу производительность на 10–15%. Свяжитесь с нами сегодня для получения детальной консультации по модернизации или приобретению нового оборудования, соответствующего вашим производственным задачам.




-


-


-
-


WeChat

-
WhatsApp
