

Как интегрировать флексографскую машину в линию производства бумажных пакетов?
2026-06-06
- Прямой ответ: Интеграция требует синхронизации натяжения и скорости
- Техническая подготовка площадки и требования к инфраструктуре
- Пошаговая инструкция по механической и электрической интеграции
- Выбор оборудования: почему специализация имеет значение
- Типичные ошибки при интеграции и способы их устранения
- Экономическая эффективность и окупаемость интеграции
- Часто задаваемые вопросы
- Заключение и следующие шаги
Прямой ответ: Интеграция требует синхронизации натяжения и скорости
Интеграция флексографской печатной машины для бумажных пакетов в существующую производственную линию сводится к трем критическим параметрам: точной настройке системы натяжения полотна, синхронизации скоростей между печатью и последующей обработкой (ламинацией или склейкой), а также обеспечению правильного угла входа бумаги в печатный агрегат. В нашей практике мы наблюдали, что 80% проблем с браком при запуске новых линий возникают не из-за качества печати, а из-за рассинхронизации подачи рулона между разматывающим устройством и первой печатной секцией. Если вы планируете модернизировать цех, первое, что нужно сделать — это замерить текущую скорость вашей линии изготовления пакетов и сравнить её с паспортными данными приобретаемого оборудования. Без этого шага даже самая дорогая машина станет «бутылочным горлышком», снижающим общую производительность на 30-40%.
Процесс внедрения не является универсальным шаблоном; он зависит от типа используемой бумаги (крафт, мелованная, ламинированная) и конфигурации вашего текущего производства. Ошибочно полагать, что достаточно просто поставить машину рядом с конвейером. Реальная интеграция требует инженерного подхода к расположению оборудования, чтобы минимизировать путь полотна и исключить его провисание. Мы видели случаи, когда клиенты экономили на системе автоматического контроля натяжения (AVC), что приводило к разрыву дорогостоящего материала при разгоне линии. Поэтому перед покупкой обязательно запросите у поставщика схему обвода полотна именно для вашей конфигурации.
Техническая подготовка площадки и требования к инфраструктуре
Прежде чем подписывать контракт на поставку, необходимо провести аудит производственного помещения. Флексографское оборудование чувствительно к вибрациям пола и перепадам температур, которые влияют на вязкость краски и стабильность цветоприводки. Для установки машины требуется ровное бетонное основание толщиной не менее 150 мм, способное выдержать динамические нагрузки при работе на скоростях до 200 м/мин. В одном из проектов в Ленинградской области нам пришлось рекомендовать клиенту усиление фундамента, так как старые промышленные полы давали микровибрации, вызывавшие «муар» на оттиске при высокой скорости.
Энергоснабжение — второй критический фактор. Современные сервоприводные машины, такие как модели серии FM-FS1450, требуют стабильного трехфазного напряжения с допустимым отклонением не более ±5%. Скачки напряжения могут вывести из строя частотные преобразователи, остановив производство на недели. Мы рекомендуем установить отдельные стабилизаторы мощности для печатного участка. Кроме того, важно предусмотреть систему вентиляции: растворители в красках (если используется сольвентная технология) или водяной пар (при водной печати) должны эффективно удаляться из рабочей зоны. Отсутствие качественной вытяжки не только нарушает нормы охраны труда, но и замедляет процесс высыхания краски,迫使 операторов снижать скорость линии.
Логистика размещения оборудования должна обеспечивать свободный доступ для обслуживания со всех сторон. Минимальное расстояние от стены до машины должно составлять 1,2 метра для обслуживания электрощитов и 1,5 метра со стороны оператора для замены формных цилиндров. Забывая об этом правиле, многие заводы сталкиваются с тем, что замена анилоксового вала превращается в часовую операцию вместо пятиминутной. Планируйте зону хранения рулонов сырья так, чтобы погрузчик мог доставлять их непосредственно к разматывателю, минуя основные проходы, чтобы не создавать помех движению персонала.
Пошаговая инструкция по механической и электрической интеграции
Процесс подключения оборудования следует выполнять строго последовательно, проверяя каждый этап перед переходом к следующему. Нарушение очередности часто приводит к необходимости демонтировать уже установленные узлы.
- Установка и выравнивание станины. Используя лазерный нивелир, выставите машину строго по горизонту. Допустимый перекос не должен превышать 0,5 мм на метр длины. Это критически важно для равномерного прижима валов. Если пренебречь этим шагом, вы получите неравномерное давление в печатных секциях: с одной стороны оттиск будет жирным, с другой — бледным. Мы фиксировали случаи, когда перекос в 2 мм приводил к быстрому износу подшипников и выходу из строя редуктора в течение первых трех месяцев эксплуатации.
- Монтаж системы разматывания и натяжения. Установите разматыватель так, чтобы ось рулона находилась строго перпендикулярно направлению движения полотна. Подключите датчики натяжения и пневматические тормоза. Настройте начальные значения натяжения в соответствии с плотностью вашей бумаги (для крафта 80 г/м² обычно требуется 15-20 Н, для тонкой бумаги — меньше). Ошибка здесь фатальна: слишком слабое натяжение вызовет проскальзывание и потерю регистра, а слишком сильное приведет к деформации бумаги и разрывам. Обязательно проверьте работу системы AVC (автоматического контроля натяжения) в ручном режиме перед запуском автоматики.
- Подключение печатных секций и сушки. Смонтируйте формные цилиндры и анилоксовые валы, убедившись в чистоте посадочных мест. Подключите воздуховоды сушильных тоннелей к общей системе вытяжки. Проверьте герметичность соединений: утечка горячего воздуха снижает эффективность сушки и перегревает соседние узлы. При использовании УФ-сушки убедитесь, что мощность ламп соответствует скорости линии и типу краски. Недосушенная краска при последующей ламинации приведет к тому, что пакеты будут слипаться или иметь неприятный запах, что недопустимо для пищевой упаковки.
- Синхронизация с постпечатным оборудованием. Это самый сложный этап. Если ваша линия включает ламинатор или машину для изготовления пакетов, необходимо настроить общий мастер-вал или синхронизировать частотные преобразователи через единую шину данных (например, CANopen или EtherCAT). Разница в скоростях даже в 0,5% накопится на длинном участке пути и вызовет обрыв полотна или образование петель. Мы рекомендуем использовать танцующие валики (dancer rollers) между агрегатами как буферную зону, которая компенсирует кратковременные рассинхронизации.
- Пусконаладочные работы и тестовый прогон. Запустите линию на холостом ходу, постепенно увеличивая скорость до рабочей. Затем проведите пробную печать на дешевом материале для настройки регистра. Только после достижения стабильного качества переходите на основное сырье. На этом этапе важно зафиксировать все параметры (натяжение, температура сушки, скорость) в журнале настроек для будущих заказов. Игнорирование этого этапа часто приводит к тому, что при следующем запуске оператор тратит часы на повторную наладку.
Выбор оборудования: почему специализация имеет значение
Рынок предлагает множество решений, но для производства бумажных пакетов критически важна адаптивность машины к специфике материала. Бумага, в отличие от пленки, менее эластична и более чувствительна к изменению влажности и натяжения. Универсальные машины, предназначенные для печати на пленке, часто не справляются с бумажными полотнами, вызывая высокий процент брака. Именно поэтому выбор поставщика с узкой специализацией становится фактором успеха.
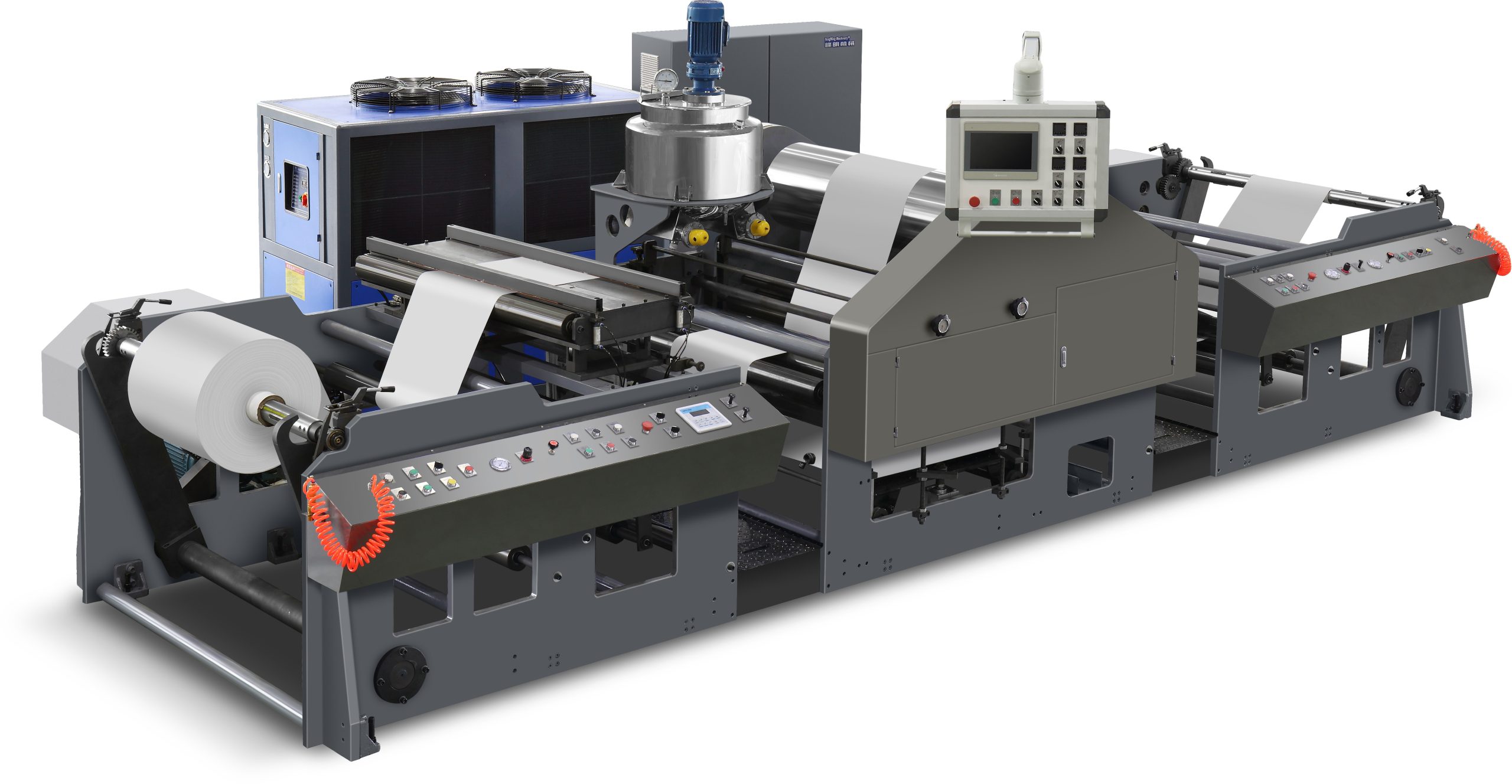
В этом контексте стоит обратить внимание на опыт таких производителей, как ООО Вэньчжоу Фэнмин Машиностроение. Компания, основанная в 2006 году в промышленной зоне Ваньцюань (провинция Чжэцзян), сосредоточила свои усилия именно на высокоточном оборудовании для печатной и упаковочной индустрии. Их подход отличается глубокой проработкой инженерных решений: например, полностью сервоприводные плоско-толкательные печатные машины (модель FM-FS1450) разработаны с учетом необходимости мягкой подачи бумаги, что исключает её растяжение. В отличие от конкурентов, предлагающих стандартные решения, инженеры Фэнмин внедрили системы, позволяющие работать с широким диапазоном плотностей — от тонкой бумаги до многослойного крафта, что подтверждается их успешными проектами в России, Турции и Египте.
Важно отметить, что интеграция проходит гладче, когда поставщик понимает весь цикл производства. Продукция ООО Вэньчжоу Фэнмин Машиностроение включает не только флексографские машины гильзового типа (FM-TS650-1450), но и специализированные покрывные машины (FM-TP1450) и парафинаторы. Это позволяет создать единую технологическую цепочку, где все узлы идеально согласованы друг с другом. Наличие собственной производственной базы площадью 9300 м² и штата из более чем 120 квалифицированных сотрудников гарантирует, что каждое изделие проходит многоуровневую проверку на точность позиционирования и стабильность скоростных режимов еще до отгрузки. Такой контроль качества снижает риски простоев на вашем производстве из-за дефектов оборудования.
Типичные ошибки при интеграции и способы их устранения
Даже при наличии качественного оборудования человеческий фактор остается главным источником проблем. Анализ сервисных заявок показывает, что большинство сбоев происходит из-за банальных ошибок монтажа и настройки.
- Неправильный угол входа полотна. Часто монтажники устанавливают разматыватель слишком низко или высоко относительно первой печатной секции. Это создает неправильный угол охвата первого направляющего валика. Результат — бумага идет «винтом», вызывая смещение изображения по краю. Решение: используйте лазерную разметку при установке и строго следуйте схеме обвода, предоставленной производителем.
- Игнорирование заземления. Флексографская печать, особенно на высоких скоростях, генерирует значительное статическое электричество. Если машина не заземлена должным образом, статика притягивает пыль к формным цилиндрам, создавая белые точки на оттиске («выщипывание»). Более того, статические разряды могут повредить электронные платы управления. Убедитесь, что контур заземления имеет сопротивление не более 4 Ом, и установите ионизационные штанги перед входом полотна в печатную секцию.
- Несоответствие анилоксовых валов задаче. Попытка печатать сплошные плашки валом с высокой линейностью (например, 600 лин/дюйм) приведет к недостаточному переносу краски и полосам. И наоборот, использование грубого вала для растрированных изображений даст зернистость. Подбор анилокса — это наука: для бумаги обычно используются валы с объемом ячеек 6-9 млрд мкм³/м² и линейностью 300-400 лин/дюйм. Не экономьте на комплекте валов; это инструмент, который напрямую определяет качество вашей продукции.
- Отсутствие обучения персонала. Современное оборудование оснащено сложными интерфейсами и системами диагностики. Если оператор не знает, как интерпретировать коды ошибок или правильно настроить профиль давления, машина будет работать вполсилы. Компании вроде ООО Вэньчжоу Фэнмин Машиностроение предусматривают комплексную поддержку, включая обучение персонала и выезд сервисных инженеров. Отказ от этой услуги ради экономии нескольких тысяч долларов может обернуться месяцами низкой производительности и порчи материалов.
Экономическая эффективность и окупаемость интеграции
Внедрение современной флексографской линии — это инвестиция, которая должна окупаться за счет снижения издержек и роста выпуска. Правильно интегрированная машина позволяет сократить время переналадки (changeover) с 40-60 минут до 15-20 минут благодаря быстросъемным кассетам и памятью настроек в PLC-контроллере. Для предприятия, работающего в две смены, это дает дополнительные 2-3 часа чистого времени печати ежедневно, что эквивалентно росту выпуска на 15-20% без покупки нового оборудования.
Кроме того, точность регистрации современных сервоприводных машин снижает расход бумаги на приладку. Если старое оборудование требовало 50-70 метров бумаги на настройку цвета, то новые модели (например, с оптическими системами контроля) позволяют выйти на режим за 15-20 метров. При стоимости качественного крафта это дает ощутую экономию. Также стоит учитывать энергоэффективность: современные сушильные туннели с рециркуляцией тепла потребляют на 20-30% меньше электроэнергии по сравнению с моделями 10-летней давности.
Рыночная деятельность ведущих производителей охватывает более 30 стран, что говорит о глобальном признании таких технологий. Долгосрочные партнерские отношения, основанные на принципах качества и поддержки, позволяют предприятиям масштабироваться. Например, наличие в парке оборудования машин для медицинской упаковки (таких как FM-YL110) открывает доступ к высокомаржинальному сегменту фармацевтической промышленности, где требования к гигиене и точности печати максимальны. Расширение продуктовой линейки за счет универсальных машин для нанесения покрытий позволяет предлагать клиентам уникальные продукты с улучшенными барьерными свойствами, увеличивая среднюю маржу заказа.
Часто задаваемые вопросы
Какова минимальная площадь цеха для установки флексографской машины?
Для комфортной эксплуатации машины средней ширины (1000-1450 мм) требуется помещение площадью не менее 80-100 м². Это пространство должно включать зону самой машины (примерно 6х4 метра), зону хранения рулонов (минимум 20 м²) и проходы для обслуживания. Высота потолков должна быть не менее 3,5 метров для монтажа вентиляционных коробов и подъема рулонов тельфером. Теснота — главная причина травматизма и длительного простоя при смене заказов.
Можно ли интегрировать машину в линию, работающую на других скоростях?
Да, это возможно, но требует установки дополнительных буферных зон (танцующих валиков) и настройки соответствующих передаточных отношений в редукторах или частотных преобразователях. Главное правило: скорость печатной машины не должна быть ниже скорости самого медленного участка линии. Если ваша линия изготовления пакетов работает на скорости 100 м/мин, а печатная машина рассчитана на минимум 150 м/мин, вам потребуется редуктор или специальный режим работы, иначе полотно будет постоянно провисать или рваться.
Какое обслуживание требуется после запуска?
Ежедневное обслуживание включает очистку ракельных ножей, проверку уровня масла в редукторах и продувку воздухом оптических датчиков. Еженедельно необходимо проверять натяжение ремней и состояние подшипников. Раз в квартал требуется полная калибровка системы натяжения и проверка геометрии валов. Пренебрежение еженедельной смазкой направляющих — частая причина заклинивания кареток печатных секций, что ведет к дорогостоящему ремонту.
Гарантирует ли поставщик поддержку запчастями?
Надежные поставщики, такие как ООО Вэньчжоу Фэнмин Машиностроение, обеспечивают наличие складского запаса критических компонентов (подшипники, ремни, электронные платы) и гарантируют их отправку в течение 24-48 часов. При выборе оборудования обязательно уточните условия гарантийного и постгарантийного обслуживания. Возможность оперативного решения вопросов с запчастями критична для непрерывности производства, особенно если завод расположен в удалении от крупных логистических хабов.
Заключение и следующие шаги
Интеграция флексографской печатной машины для бумажных пакетов — это сложный инженерный проект, успех которого зависит от тщательной подготовки, правильного выбора оборудования и квалификации команды. Не воспринимайте покупку машины как изолированное событие; это внедрение ключевого звена в вашу производственную цепочку. Ошибки на этапе планирования стоят дороже, чем само оборудование, поэтому уделите максимум внимания аудиту площадки и согласованию технических параметров.
Если вы стремитесь к созданию надежного, экологичного и технологически актуального производства, выбирайте партнеров с доказанным опытом и широкой дистрибуцией. Сотрудничество с компаниями, имеющими представительства или успешные кейсы в вашем регионе, снижает риски и ускоряет выход на проектную мощность. Помните, что качество оборудования определяет качество вашего конечного продукта и репутацию вашего бренда на рынке.
Готовы обсудить детали вашего проекта и подобрать оптимальное решение? Свяжитесь с нами сегодня для получения технической консультации и расчета стоимости интеграции под ваши задачи. Наши специалисты помогут избежать типичных ошибок и обеспечат быстрый запуск вашей новой линии.




-


-


-
-


WeChat

-
WhatsApp
