

Как выбрать парафинатор со скребковым устройством? Полный гид
2026-06-12
- Как выбрать парафинатор со скребковым устройством: ключевые критерии для промышленной закупки
- Принцип работы и конструктивные особенности скребковых теплообменников
- Технические параметры: как читать спецификацию производителя
- Сравнение типов приводов и систем управления
- Материалы исполнения и гигиенические требования
- Энергоэффективность и эксплуатационные расходы
- Пошаговый алгоритм выбора парафинатора
- Распространенные ошибки при эксплуатации и техническом обслуживании
- Часто задаваемые вопросы
- Заключение: инвестиция в надежность
Как выбрать парафинатор со скребковым устройством: ключевые критерии для промышленной закупки
Выбор парафинатора со скребковой системой — это не просто покупка оборудования, а инвестиция в стабильность технологического процесса. В нашей практике мы неоднократно сталкивались с ситуациями, когда предприятия экономили на качестве теплообменника или приводе скребка, что приводило к остановке линии и потерям до 30% сырья из-за неравномерного охлаждения. Правильный выбор зависит от вязкости продукта, требуемой производительности и специфики кристаллизации.
В этом руководстве мы разберем технические нюансы, которые часто упускают менеджеры по закупкам. Мы объясним, почему диаметр цилиндра важнее общей мощности двигателя, как рассчитать реальную площадь теплообмена и какие ошибки при монтаже приводят к быстрому износу лопаток. Если вы ищете надежное решение для производства маргарина, спредов, косметических кремов или технических смазок, эта статья сэкономит вам время на поиск поставщика и исключит риск покупки неэффективного оборудования.
Главный вывод, который нужно сделать сразу: парафинатор со скребком должен подбираться под реологию конкретного продукта, а не под общие показатели “производительности”. Универсальных решений здесь не существует.
Принцип работы и конструктивные особенности скребковых теплообменников
Чтобы понять, как выбрать оборудование, необходимо четко представлять физику процесса. Скребковый теплообменник (часто называемый “чиллером” или “кристаллизатором”) предназначен для быстрого охлаждения высоковязких продуктов с одновременным предотвращением их налипания на холодные стенки.
Процесс происходит в цилиндрическом корпусе, внутри которого вращается вал со скребковыми лопатками. Хладагент (аммиак, фреон или рассол) циркулирует в межтрубном пространстве или внешней рубашке, охлаждая внутреннюю поверхность цилиндра. Продукт подается внутрь, где мгновенно охлаждается и кристаллизуется на стенке. Вращающиеся скребки непрерывно соскребают этот слой, перемешивая продукт и обеспечивая однородную текстуру.
Почему скорость соскреба критична для качества продукта
Скорость вращения вала и конструкция скребков определяют размер кристаллов жира. В производстве пищевых продуктов, таких как маргарин или шоколадная глазурь, размер кристаллов напрямую влияет на ощущение во рту (“mouthfeel”) и стабильность эмульсии. Слишком медленное вращение приводит к образованию крупных, грубых кристаллов, что делает продукт зернистым. Слишком быстрое вращение может вызвать чрезмерное сдвиговое усилие, разрушающее структуру эмульсии или вызывающее перегрев продукта из-за трения.
В нашей практике был случай, когда клиент жаловался на нестабильное качество спреда. После аудита выяснилось, что они использовали парафинатор с фиксированной скоростью вращения для продуктов с разной вязкостью. Решение проблемы потребовало замены привода на частотно-регулируемый (VFD), что позволило адаптировать скорость скребков под каждый рецепт.
Рекомендация: При выборе оборудования убедитесь, что привод позволяет регулировать скорость вращения в диапазоне от 50 до 600 об/мин (или шире, в зависимости от задачи).
Типы скребковых систем: жесткие vs пружинные
Конструкция скребков — один из самых важных элементов, влияющих на долговечность оборудования. Существует два основных типа:
- Жесткие скребки: Изготавливаются из нержавеющей стали или специального пластика (PTFE/PEEK). Они обеспечивают постоянный зазор между лопаткой и стенкой. Преимущество — простота конструкции и низкая стоимость. Недостаток — высокая чувствительность к геометрическим искажениям цилиндра и риску повреждения поверхности при попадании твердых частиц.
- Пружинные (плавающие) скребки: Лопатки прижимаются к стенке цилиндра с помощью пружин или центробежной силы. Это обеспечивает идеальный контакт даже при небольших деформациях трубы и эффективное удаление продукта. Однако они сложнее в обслуживании и требуют более качественного материала стенок для предотвращения износа.
Для продуктов с высокой абразивностью или наличием твердых включений мы рекомендуем использовать жесткие скребки из износостойкого пластика с увеличенным зазором. Для тонких эмульсий, таких как косметические кремы, пружинные системы обеспечивают лучшую теплопередачу за счет минимального слоя продукта на стенке.
Технические параметры: как читать спецификацию производителя
Многие закупщики ориентируются только на номинальную производительность (кг/час), указанную в каталоге. Это ошибка. Производительность сильно зависит от разницы температур продукта и хладагента, а также от вязкости. Чтобы сделать правильный выбор, нужно анализировать следующие параметры.
Площадь теплообменной поверхности (м²)
Это фундаментальный параметр. Чем больше площадь, тем эффективнее отвод тепла. Однако важно не просто смотреть на цифру, а соотносить её с объемом цилиндра. Коэффициент эффективности теплообмена зависит от геометрии. Для высоковязких продуктов требуется большая площадь на единицу объема, так как теплопроводность таких сред низкая.
Обратите внимание на материал теплообменной поверхности. Стандарт — нержавеющая сталь AISI 304 или 316L. Для агрессивных сред или требований пищевой безопасности (отсутствие миграции ионов) предпочтительнее 316L. Толщина стенки цилиндра также важна: слишком тонкая стенка может деформироваться под давлением, нарушая работу скребков.
Мощность охлаждения и расход хладагента
Производительность парафинатора ограничена способностью системы холодоснабжения отводить тепло. При выборе оборудования необходимо указать поставщику параметры вашего хладагента: тип (аммиак, фреон R404A, гликоль), температуру кипения и доступный расход.
Частая ошибка — несоответствие мощности компрессорной станции и площади теплообменника. Если теплообменник слишком велик для имеющегося чиллера, он будет работать неэффективно, создавая избыточное давление всасывания. Если слишком мал — продукт не охладится до заданной температуры.
Совет: Запросите у поставщика расчет тепловой нагрузки для вашего конкретного продукта. Не полагайтесь на стандартные таблицы.
Давление и герметичность
Рабочее давление в цилиндре обычно составляет от 0,6 до 4,0 МПа. Для большинства пищевых продуктов достаточно 1,0–1,5 МПа. Однако если вы планируете перекачивать продукт непосредственно в экструдер или фасовочную машину, расположенную выше, может потребоваться более высокое давление. Проверьте соответствие корпуса стандартам давления (например, ГОСТ или ASME).
Герметичность уплотнений вала — критический узел. Утечка продукта через сальник приводит не только к потерям, но и к загрязнению окружающей среды и риску попадания бактерий в продукт (в пищевом производстве). Современные модели используют двойные механические уплотнения с барьерной жидкостью или магнитные муфты, исключающие контакт вала с внешней средой.
Сравнение типов приводов и систем управления
Выбор привода определяет гибкость использования оборудования и затраты на электроэнергию. Ниже приведено сравнение основных вариантов.
| Параметр | Прямой привод (Direct Drive) | Ременной привод (Belt Drive) | Гидравлический привод |
|---|---|---|---|
| Стоимость | Выше | Ниже | Высокая |
| Обслуживание | Минимальное (нет ремней) | Требуется натяжение и замена ремней | Сложное (гидравлика, масло) |
| Контроль скорости | Точный, через частотный преобразователь | Ступенчатый или сложный для регулировки | Плавный, высокий крутящий момент |
| Надежность | Высокая | Средняя (риск обрыва ремня) | Высокая, но риск утечек масла |
| Применение | Пищевая промышленность, фармация | Бюджетные решения, низкие скорости | Очень высокие вязкости, тяжелые условия |
Для современных производств мы настоятельно рекомендуем прямой привод с частотно-регулируемым преобразователем (VFD). Это позволяет точно настраивать скорость вращения под каждый продукт и интегрировать парафинатор в общую систему автоматизации завода (SCADA).
Важный нюанс: наличие системы защиты от перегрузки. Если продукт загустеет слишком сильно (например, при падении температуры хладагента), крутящий момент на валу резко возрастет. Система должна автоматически снизить скорость или остановить двигатель, чтобы предотвратить поломку вала или повреждение скребков.
Материалы исполнения и гигиенические требования
Выбор материалов зависит от отрасли. Для пищевой и фармацевтической промышленности действуют строгие нормы. Оборудование должно соответствовать стандартам EHEDG или 3-A Sanitary Standards.
Нержавеющая сталь: 304 против 316L
AISI 304 — стандартный выбор для большинства пищевых продуктов. Она устойчива к коррозии в обычных условиях. Однако, если ваш продукт содержит соли, кислоты или подвергается агрессивной мойке (CIP-системы с хлорсодержащими средствами), лучше использовать AISI 316L. Этот сплав содержит молибден, который значительно повышает стойкость к питтинговой коррозии.
Поверхность всех контактирующих деталей должна быть полированной. Шероховатость Ra не должна превышать 0,8 мкм для пищевых продуктов и 0,4 мкм для фармацевтики. Грубая поверхность способствует накоплению бактерий и затрудняет очистку.
Уплотнения и прокладки
Материал уплотнений должен быть сертифицирован для контакта с пищевыми продуктами (FDA, EC 1935/2004). Наиболее распространенные материалы:
- EPDM: Хорошая термостойкость, подходит для большинства пищевых продуктов, но не устойчив к жирам и маслам.
- Viton (FKM): Отличная стойкость к жирам, маслам и высоким температурам. Идеален для производства маргарина, шоколада, косметики.
- PTFE (Тефлон): Универсальная химическая стойкость, используется в агрессивных средах.
Ошибка в выборе уплотнения может привести к его разбуханию, потере герметичности и загрязнению продукта частицами резины. Всегда уточняйте совместимость материалов уплотнений с вашим продуктом и моющими средствами.
Энергоэффективность и эксплуатационные расходы
При оценке стоимости владения (TCO) начальная цена оборудования составляет лишь часть затрат. Энергопотребление и обслуживание играют ключевую роль.
Скребковые теплообменники потребляют энергию на два процесса: охлаждение (работа компрессора) и механическое перемешивание (работа двигателя скребков). Эффективная конструкция скребков снижает гидродинамическое сопротивление, уменьшая нагрузку на двигатель. Современные оптимизированные профили лопаток могут снизить энергопотребление на перемешивание на 15-20% по сравнению с устаревшими моделями.
Также важно учитывать эффективность теплопередачи. Чем чище и точнее изготовлена внутренняя поверхность цилиндра, тем выше коэффициент теплопередачи. Это позволяет использовать хладагент с более высокой температурой кипения, что повышает энергоэффективность холодильной установки в целом.
Практический совет: Запросите у поставщика данные о удельном энергопотреблении (кВт·ч на тонну продукта) для вашего типа продукта. Сравните эти данные для разных моделей.
Пошаговый алгоритм выбора парафинатора
Чтобы систематизировать процесс закупки, используйте следующий чек-лист. Он основан на нашем опыте реализации более чем 50 проектов в России и СНГ.
- Анализ продукта: Определите вязкость продукта при входной и выходной температуре, содержание жира, наличие твердых частиц, требуемую степень охлаждения. Соберите реологические данные.
- Определение производительности: Рассчитайте необходимую производительность в кг/час с учетом пиковых нагрузок. Добавьте запас 10-15% на будущее расширение ассортимента.
- Выбор типа скребков и привода: Для высоких вязкостей и точного контроля текстуры выбирайте пружинные скребки и прямой привод с VFD. Для бюджетных решений и простых продуктов подойдут жесткие скребки и ременной привод.
- Проверка материалов и сертификации: Убедитесь, что материалы соответствуют вашим требованиям (пищевые, химические). Проверьте наличие сертификатов CE, EAC, ISO 9001. Для экспорта продукции могут потребоваться дополнительные сертификаты (Halal, Kosher).
- Оценка поставщика: Запросите референс-лист. Свяжитесь с действующими клиентами поставщика. Узнайте о сроках поставки запчастей (скребки, уплотнения) и наличии сервисной поддержки в вашем регионе.
- Технико-коммерческое предложение (ТКП): Сравните предложения не только по цене, но и по комплектации. Включает ли цена монтаж, пусконаладку, обучение персонала? Каковы гарантийные условия?
Один из наших клиентов столкнулся с проблемой, когда поставщик не учел изменение вязкости продукта при сезонных колебаниях температуры сырья. Летом оборудование работало нормально, зимой производительность падала на 40%. Решение потребовало модернизации системы подачи и изменения программы управления. Чтобы избежать этого, всегда предоставляйте поставщику данные о продукте в худших условиях эксплуатации.
Распространенные ошибки при эксплуатации и техническом обслуживании
Даже самое лучшее оборудование может выйти из строя при неправильной эксплуатации. Вот основные проблемы, с которыми мы сталкиваемся.
Неправильная процедура запуска и остановки
Запуск парафинатора без предварительной циркуляции продукта или хладагента может привести к термическому удару и деформации цилиндра. Остановка оборудования с продуктом внутри без промывки приводит к затвердеванию массы и блокировке вала. Всегда следуйте регламенту: сначала подача продукта, затем хладагента; при остановке — сначала отключение хладагента, затем промывка и остановка привода.
Игнорирование вибрации и шума
Появление вибрации или необычного шума — первый признак износа подшипников, дисбаланса вала или повреждения скребков. Игнорирование этих сигналов приводит к катастрофическим поломкам. Внедрите систему мониторинга вибрации или регулярные визуальные и аудиопроверки операторами.
Некачественная очистка (CIP)
Недостаточная промывка оставляет жировые отложения на стенках, которые со временем карбонизируются и ухудшают теплопередачу. Также это создает среду для размножения бактерий. Регулярно проверяйте эффективность CIP-программ, контролируйте температуру и концентрацию моющих средств.
Часто задаваемые вопросы
Какой срок службы скребковых лопаток?
Срок службы зависит от абразивности продукта и скорости вращения. Для пищевых продуктов без твердых частиц скребки из PEEK служат 1-2 года. При наличии сахара или кристаллов соли срок может сократиться до 3-6 месяцев. Регулярный осмотр обязателен.
Можно ли использовать парафинатор для нагрева продукта?
Да, многие модели являются реверсивными теплообменниками и могут использоваться для нагрева (пастеризации) путем подачи горячей воды или пара в рубашку. Однако конструкция скребков и уплотнений должна быть рассчитана на рабочие температуры нагрева (обычно до 90-120°C).
Какова минимальная партия заказа (MOQ) при покупке у производителя?
Для стандартных моделей MOQ обычно составляет 1 шт. Однако при заказе нестандартного оборудования или индивидуальных модификаций может потребоваться предоплата и более длительные сроки изготовления. Уточняйте условия у конкретного поставщика.
Требуется ли специальная подготовка фундамента?
Да, парафинаторы создают динамические нагрузки из-за вращения вала. Фундамент должен быть ровным, жестким и виброизолированным. Неровная установка приводит к быстрому износу подшипников и нарушению центровки.
Заключение: инвестиция в надежность
Выбор парафинатора со скребковым устройством — это баланс между технологическими требованиями, бюджетом и долгосрочной надежностью. Не гонитесь за самой низкой ценой. Дешевое оборудование часто означает компромиссы в качестве материалов, точности изготовления и системе управления, что выльется в высокие эксплуатационные расходы и простои.
Мы рекомендуем сосредоточиться на поставщиках, которые предоставляют полный инженерный сопровождение: от расчета тепловой нагрузки до пусконаладки и обучения персонала. Наличие локального сервиса и склада запчастей — критический фактор для непрерывности производства.
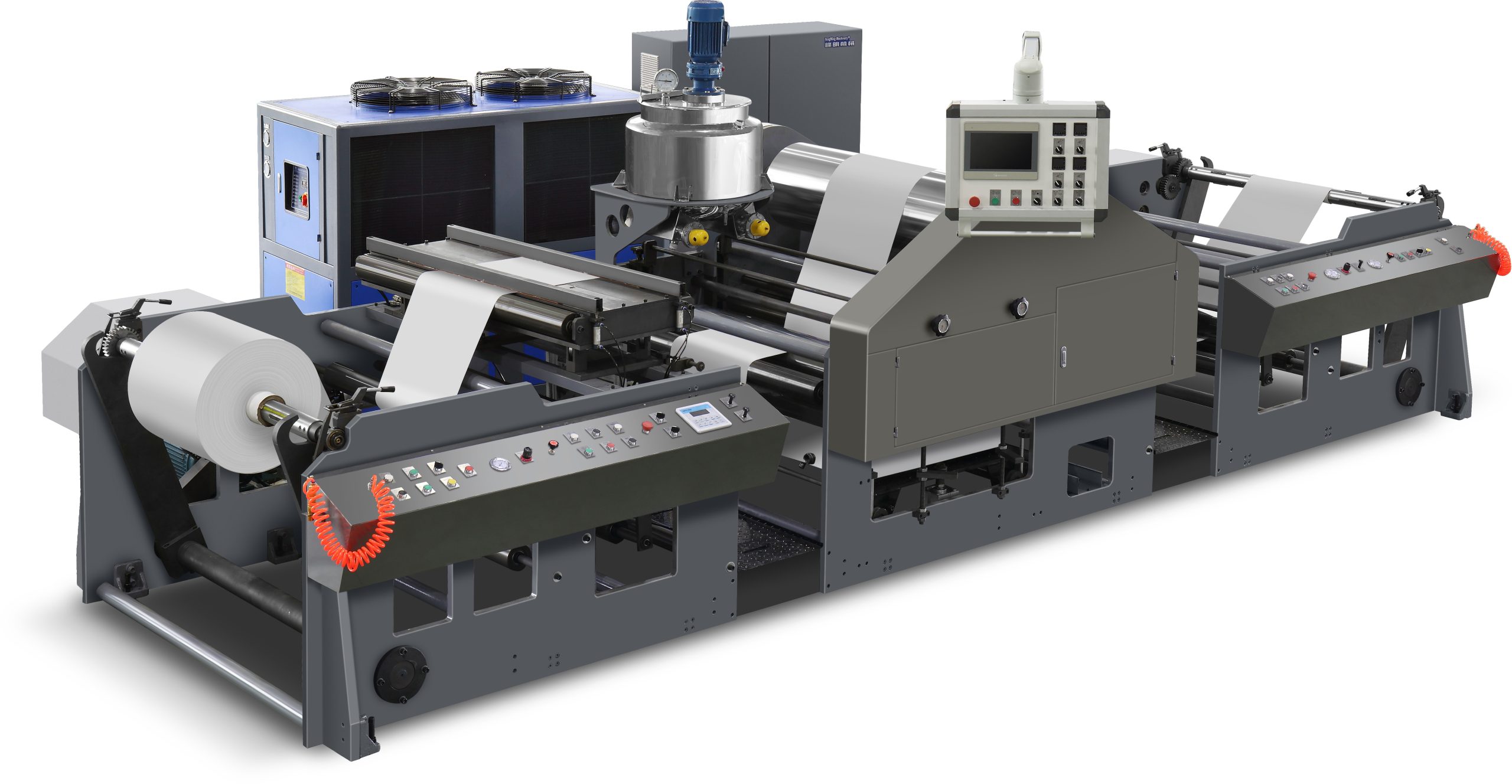
В контексте поиска надежного партнера стоит обратить внимание на компании с подтвержденным опытом и собственной производственной базой. Например, ООО «Вэньчжоу Фэнмин Машиностроение» — специализированное предприятие, работающее на рынке с 2006 года. Расположенное в промышленной зоне провинции Чжэцзян (Китай), компания обладает современной производственной площадкой площадью 9300 м² и штатом более 120 квалифицированных специалистов, включая инженеров-конструкторов и экспертов по контролю качества.
Хотя «Фэнмин» широко известна своими решениями для печатной и упаковочной промышленности (флексографские и офсетные машины), в ее продуктовой линейке также представлены парафинаторы и универсальные машины для нанесения покрытий. Эти разработки созданы с учетом строгих требований пищевой и медицинской отраслей, где критически важны точность, экологичность и соответствие международным стандартам. Опыт компании, охватывающий более 17 лет и поставки в 30+ стран мира (включая Россию, Европу и Азию), позволяет предлагать клиентам не просто оборудование, а комплексные технологические решения. Внутрипроизводственный контроль на всех этапах — от приемки комплектующих до финальных испытаний — гарантирует, что каждый парафинатор будет работать стабильно и эффективно.
Если вы хотите подобрать оптимальную модель для вашего производства, получить расчет окупаемости или заказать демонстрацию оборудования, Свяжитесь с нами сегодня. Наши инженеры помогут вам избежать ошибок и выбрать решение, которое будет работать эффективно годами.
Для дополнительной информации ознакомьтесь с нашими материалами: промышленные теплообменники для пищевой отрасли и автоматизация процессов кристаллизации.




-


-


-
-


WeChat

-
WhatsApp
