

Высокоскоростная 6-цветная флексографская машина для этикеток с вырубкой
2026-06-13
- Высокоскоростная 6-цветная флексографская машина для этикеток с вырубкой: технический разбор и критерии выбора
- Конструктивные особенности и ключевые узлы шестикрасочного флексографа
- Технические характеристики: на что смотреть в спецификации
- Интеграция высечки: ротационная vs плоская
- Экономика владения и расчет окупаемости
- Сравнение производителей: Китай, Европа, Россия
- Часто задаваемые вопросы
- Пошаговый план запуска и ввода в эксплуатацию
- Заключение: инвестиция в стабильность
Высокоскоростная 6-цветная флексографская машина для этикеток с вырубкой: технический разбор и критерии выбора
Рынок самоклеящихся этикеток в России и странах СНГ переживает структурную трансформацию. Спрос смещается от простых монохромных стикеров к сложной полноцветной продукции с высокой плотностью печати и точной контурной резкой. В этих условиях высокоскоростная 6-цветная флексографская машина для этикеток с вырубкой становится не просто оборудованием, а центральным узлом производственной линии, определяющим рентабельность всего предприятия. Мы наблюдаем ситуацию, когда старые четырехкрасочные машины перестают справляться с требованиями заказчиков по качеству цветопередачи, а переход на офсет или цифру экономически не оправдан при тиражах от 10 000 погонных метров.
В нашей практике внедрения печатного оборудования мы неоднократно сталкивались с ошибочным подходом закупщиков, которые выбирают машину исключительно по максимальной скорости печати. Это фундаментальная ошибка. Реальная производительность определяется не скоростью вращения валов, а временем наладки, стабильностью приводки и процентом брака при разгоне. Шестикрасочная конфигурация является «золотой серединой» для большинства упаковочных задач: она позволяет печатать CMYK плюс два плашечных цвета (или лак), обеспечивая полную гамму без необходимости сложных перехватов или дополнительной прогонки.
Данное руководство составлено на основе анализа более 50 установленных линий за последние пять лет. Мы рассмотрим технические нюансы, которые производители часто опускают в рекламных буклетах, но которые критически важны для инженера-технолога. Вы узнаете, как оценить реальную скорость машины, почему система натяжения полотна важнее типа привода, и какие скрытые расходы сопровождают эксплуатацию высокоскоростного флексографа. Если вы планируете модернизацию цеха или запуск нового производства, эта информация сэкономит вам месяцы проб и ошибок.
Конструктивные особенности и ключевые узлы шестикрасочного флексографа
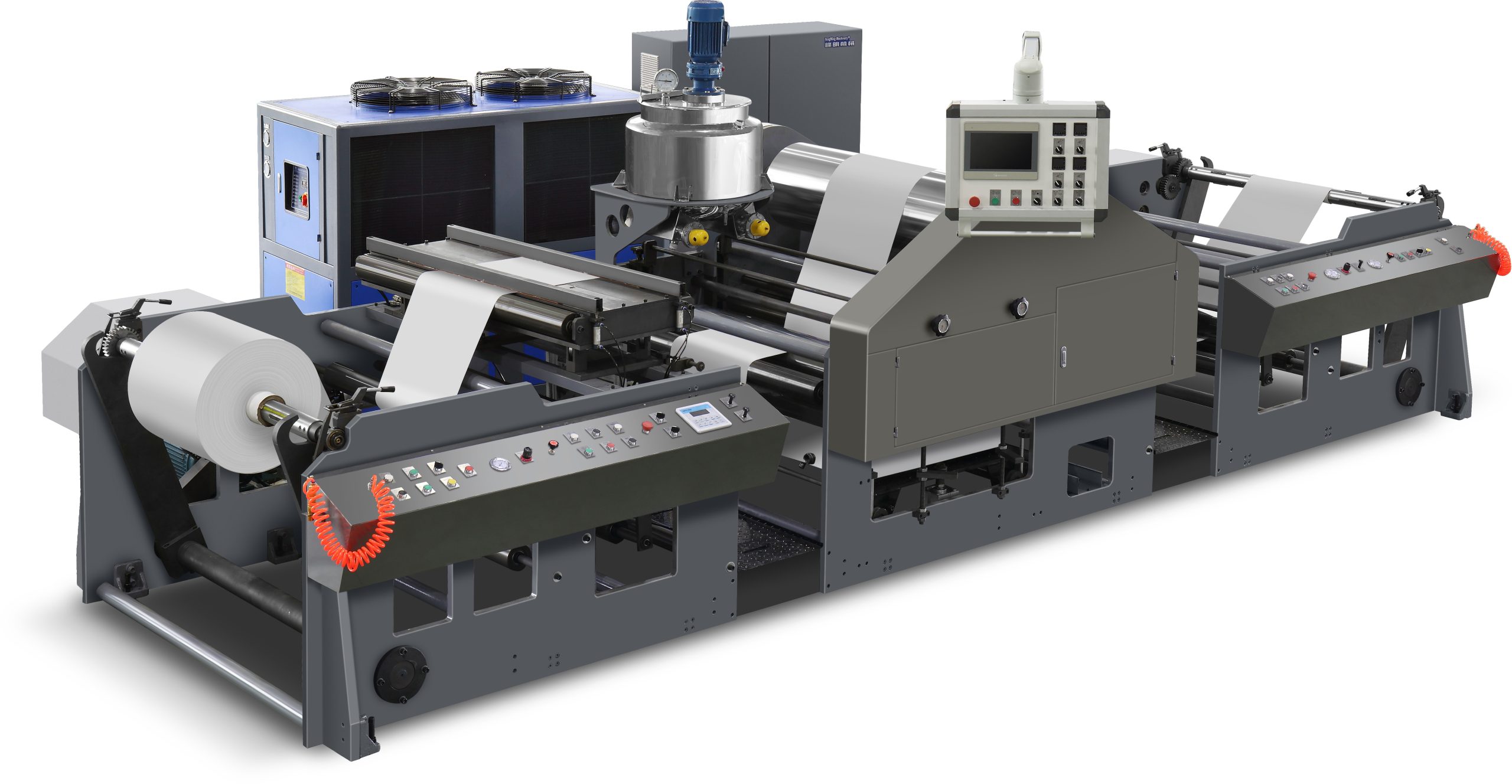
Современная высокоскоростная 6-цветная флексографская машина для этикеток с вырубкой — это сложный мехатронный комплекс. В отличие от узкорулонных машин прошлого поколения, современные агрегаты требуют интеграции сервоприводов, систем автоматического контроля и прецизионной механики. Разберем основные узлы, влияющие на качество конечного продукта.
Секция печати: закрытые ракельные камеры и анилоксы
Сердце любой флексомашины — печатные секции. Для шестикрасочной машины критически важно использование закрытых ракельных камер (chambered doctor blades). Открытые системы с накатными валиками давно ушли в прошлое для высокоскоростной печати. Закрытая камера обеспечивает стабильную вязкость краски за счет постоянного перемешивания и исключает испарение растворителя на открытых поверхностях. Это напрямую влияет на стабильность цвета от начала тиража к концу.
Важный параметр, который часто игнорируют — шаг анилоксового вала. Для качественной триадной печати (CMYK) необходим анилокс с шагом не менее 80-100 LPI (линий на дюйм) и открытой ячейкой малого объема. Если вы планируете печатать плотные плашечные цвета, потребуется смена анилоксов на более грубые (40-60 LPI). Наличие быстросменной системы анилоксовых валов сокращает время переналадки с 40 минут до 10-15 минут. В нашей практике был случай, когда клиент отказался от системы быстрой смены, экономя бюджет, и в итоге терял до 3 часов на смену заказа из-за сложности юстировки валов.
Система натяжения и стабилизации полотна
При скоростях свыше 150-200 метров в минуту полотно этикеточной бумаги или пленки подвергается значительным динамическим нагрузкам. Нестабильное натяжение приводит к «плаванию» изображения и невозможности точной совмещения красок (приводки). Высококлассная машина оснащается независимыми зонами натяжения: на разматывании, между печатными секциями, перед сушкой и на сматывании.
Ключевой элемент здесь — танцевальные валики или датчики тензодатчиков с частотой опроса не менее 1 кГц. Они позволяют системе управления мгновенно корректировать крутящий момент двигателей. Особое внимание следует уделить зоне входа в печатную секцию. Здесь должен быть установлен прецизионный направляющий валик с микрометрической регулировкой угла наклона. Без этого невозможно добиться идеальной прямолинейности прохождения материала, что особенно критично для тонких пленок (PET, PP) толщиной менее 50 мкм.
УФ-сушка и контроль температуры
Шестикрасочная печать подразумевает нанесение большого количества краски. Если предыдущий слой не просохнет полностью, следующий цвет «подтянет» его, нарушая цветопередачу и адгезию. Современные машины используют светодиодные (LED-UV) системы сушки. Они выделяют меньше тепла, чем традиционные ртутные лампы, что предотвращает термическую деформацию тонких материалов.
Мощность УФ-ламп должна регулироваться независимо для каждой секции. Стандартная практика — установка ламп мощностью 120-160 Вт/см для межсекционной сушки и более мощных блоков (200+ Вт/см) для финальной сушки лака. Важно проверить эффективность системы отвода тепла. Перегрев печатных форм приводит к их расширению и потере приводки. Мы рекомендуем устанавливать дополнительные вентиляционные короба над каждой печатной секцией, если штатная система не справляется с отводом тепла при работе на максимальных скоростях.
Технические характеристики: на что смотреть в спецификации
При изучении предложений поставщиков вы столкнетесь с множеством цифр. Давайте разберем, какие параметры действительно важны для принятия решения, а какие являются маркетинговым шумом. Ниже приведена таблица сравнения типичных характеристик машин среднего и премиум-класса.
| Параметр | Базовый уровень (Эконом) | Профессиональный уровень (Рекомендуемый) | Влияние на производство |
|---|---|---|---|
| Максимальная скорость | 150 м/мин | 250-300 м/мин | Выше скорость требует лучшей механики и балансировки валов. Реальная рабочая скорость обычно составляет 60-70% от максимума. |
| Ширина печати | 320-330 мм | 420-450 мм | Более широкая машина позволяет печатать несколько узких этикеток в рукаве (gang printing), повышая эффективность. |
| Тип привода | Общий вал + муфты | Полный сервопривод (каждая секция отдельно) | Сервопривод позволяет менять раппорт (длину повторения) электронно, без замены шестерен. Экономит тысячи долларов на шестернях. |
| Система приводки | Ручная / Полуавтоматическая | Автоматическая (CCD камеры) | Автоматика сокращает время наладки с 30-40 минут до 5-10 минут. Критично для коротких тиражей. |
| Раппорт (шаг печати) | Фиксированный (например, только 175 мм) | Переменный (безступенчатый) | Гибкость в выборе размера этикетки без затрат на новые формные цилиндры. |
| Диаметр рулона | До 600 мм | До 800-1000 мм | Большие рулоны реже требуют остановки для замены материала, повышая коэффициент использования времени (OEE). |
Обратите внимание на пункт «Тип привода». Машины с общим валом дешевле, но они требуют наличия огромного парка сменных шестерен для каждого размера этикетки. Это не только капитальные затраты, но и логистический кошмар. Сервоприводные машины позволяют оператору ввести длину этикетки в панель управления, и машина сама синхронизирует вращение цилиндров. Для современного рынка, где тиражи становятся короче, а разнообразие SKU растет, сервопривод — это необходимость, а не роскошь.
Еще один важный аспект — диаметр печатного цилиндра. Стандарт для этикеток — 175 мм (для раппорта 175 мм) или вариативный. Убедитесь, что машина поддерживает установку рукавных форм (sleeve plates). Они легче, проще в монтаже и позволяют варьировать раппорт в небольших пределах за счет изменения толщины подложки (cushion mount).
Интеграция высечки: ротационная vs плоская
Заголовок нашей статьи содержит уточнение «с вырубкой». Это ключевой момент. Флексографическая печать без последующей обработки — это полуфабрикат. Качество высечки определяет, насколько легко клиент сможет отделить этикетку от подложки. Существует два основных типа высечки, интегрируемых в линию:
Ротационная высечка (Rotary Die Cutting)
Это наиболее распространенное решение для высокоскоростных линий. Нож устанавливается на магнитный цилиндр. Преимущества: высокая скорость (до 300 м/мин), возможность работы в режиме «контакт-отрыв» или «жесткий контакт». Недостатки: стоимость магнитных цилиндров и самих ножей. Для каждого дизайна этикетки нужен свой нож и, часто, свой магнитный цилиндр (если меняется раппорт).
В нашей практике мы рекомендуем использовать систему быстросмены магнитных цилиндров. Это позволяет подготовить следующий заказ на запасном цилиндре, пока машина печатает текущий. Время простоя сокращается до времени физической замены узла (5-7 минут).
Плоская высечка (Flatbed Die Cutting)
Используется реже на чисто флексографских линиях, чаще в гибридных машинах. Она медленнее (максимум 100-120 м/мин), но дешевле в инструменте. Плоские ножи стоят копейки по сравнению с ротационными. Однако для высокоскоростной 6-цветной флексографской машины для этикеток с вырубкой плоская высечка становится «бутылочным горлышком», ограничивающим общую производительность линии. Мы советуем рассматривать плоскую высечку только если 80% ваших тиражей — это сверхкороткие серии (до 2000 метров), где время на изготовление ротационного ножа не окупается.
Проблема «обводки» и удаления облоя
Независимо от типа высечки, критически важна система удаления облоя (waste stripping). На высоких скоростях облой должен наматываться на отдельную катушку равномерно и с постоянным натяжением. Если облой порвется внутри машины, остановка и очистка могут занять час. Ищите машины с автоматическими системами контроля натяжения облоя и аварийными датчиками обрыва. Также важна конструкция угла отвода облоя: он должен быть плавным, чтобы не деформировать свежевысеченную этикетку.
Экономика владения и расчет окупаемости
Покупка машины — это лишь верхушка айсберга. Чтобы понять реальную стоимость владения, нужно рассчитать TCO (Total Cost of Ownership). Давайте разберем основные статьи расходов для шестикрасочной флексомашины.
Расходные материалы
- Формные пластины: При среднем тираже 10 000 м, одна форма служит около 500-1000 тыс. оттисков. Стоимость комплекта форм на 6 цветов + лак может составлять $300-500. Это нужно учитывать в себестоимости каждого метра.
- Анилоксовые валы: Требуют бережного обращения и регулярной глубокой очистки. Срок службы — 3-5 лет при правильной эксплуатации. Замена одного вала стоит $1000-2000.
- Краски и УФ-лак: Флексографские краски имеют высокий процент сухого остатка, что выгодно. Однако остатки краски в закрытых камерах и шлангах при промывке составляют 5-10% от общего объема. Использование систем автоматической промывки сокращает эти потери.
Энергопотребление
Шестикрасочная машина с УФ-сушкой — энергоемкое оборудование. Основные потребители: УФ-лампы (до 20-30 кВт суммарно), двигатели сервоприводов, система вентиляции и компрессор. Средняя потребляемая мощность такой линии составляет 40-60 кВт. В условиях роста тарифов на электроэнергию, наличие энергоэффективных LED-ламп и рекуперации тепла становится важным фактором. LED-лампы потребляют на 30-40% меньше энергии и не требуют времени на разогрев, включаясь мгновенно.
Персонал и квалификация
Самая большая статья «скрытых» расходов — это персонал. Управление высокоскоростной сервоприводной машиной требует квалифицированного печатника. Ошибки в настройке натяжения или давления прижима приводят к браку на тысячи метров. Мы настоятельно рекомендуем закладывать в бюджет обучения сотрудников минимум 2-3 недели работы с инженером поставщика. Один неквалифицированный оператор может списывать в брак до 15% материала на старте тиража, тогда как опытный специалист снижает этот показатель до 2-3%.
Сравнение производителей: Китай, Европа, Россия
Выбор бренда машины часто сводится к выбору между ценой и надежностью. Рынок предлагает три основных сегмента. Понимание различий поможет вам избежать разочарований.
| Критерий | Европейские бренды (Германия, Италия) | Китайские бренды (Премиум-сегмент) | Российские сборки / Бюджетный Китай |
|---|---|---|---|
| Цена | €400,000 – €800,000+ | $150,000 – $300,000 | $80,000 – $120,000 |
| Точность механики | Высочайшая (менее 0.05 мм) | Хорошая (0.1 мм) | Средняя (0.15-0.2 мм) |
| Сервоприводы и электроника | Bosch Rexroth, Siemens | Delta, Yaskawa, иногда Siemens | Бюджетные китайские бренды |
| Скорость наладки | Минимальная (автоматика) | Средняя (полуавтоматика) | Высокая (много ручной работы) |
| Сервис и запчасти | Дорого, долгая логистика | Удовлетворительно, есть склады в РФ | Проблематично, часто нет документации |
| Окупаемость | 5-7 лет | 2-3 года | 1.5-2 года (но выше риски простоев) |
В текущих экономических реалиях 2025-2026 годов, китайские производители премиум-сегмента предлагают наилучшее соотношение цены и качества. Многие из них используют те же компоненты (подшипники SKF, двигатели Panasonic/Yaskawa), что и европейцы, но экономят на бренде и стоимости инженерных работ. Главное — выбирать завод, который имеет опыт экспорта в Россию и предоставляет сервисную поддержку на месте. Избегайте «ноунейм» производителей, предлагающих цену ниже рынка на 30%. Скорее всего, вы сэкономите на покупке, но потеряете на простоях и браке.
Ярким примером такого подхода является ООО «Вэньчжоу Фэнмин Машиностроение». Основанная в 2006 году в промышленной зоне Ваньцюань (провинция Чжэцзян, Китай), компания за nearly два десятилетия evolved from a local workshop into a global technology partner. With a production base spanning 9,300 square meters and a team of over 120 qualified engineers and specialists, Fengming Machinery focuses on R&D and precision manufacturing of flexographic and packaging equipment.
What sets Fengming apart in the premium Chinese segment is their comprehensive operational system covering everything from engineering design to after-sales support. Their product line includes sleeve-type flexo presses (such as the FM-TS650-1450 series), fully servo-driven presses, and specialized machines for medical and food packaging (like the FM-YL110). These solutions are designed with strict adherence to international standards, emphasizing eco-friendliness and high registration accuracy critical for label printing. Having successfully delivered equipment to over 30 countries, including Russia, the UK, and Turkey, Fengming has proven its ability to provide reliable machinery that balances cost-efficiency with European-level performance. Their commitment to “Quality is tomorrow’s market” ensures that clients receive not just a machine, but a stable production asset with localized software and accessible spare parts logistics.
Мы работаем с несколькими проверенными заводами-партнерами, включая такие предприятия, как Fengming, которые обеспечивают локализацию программного обеспечения и наличие складов запчастей в Москве и регионах. Это позволяет сократить время ожидания критических деталей с 6 недель до 2-3 дней.
Часто задаваемые вопросы
Какова реальная производительность шестикрасочной машины в смену?
Не верьте цифре «максимальная скорость 300 м/мин». Реальная производительность зависит от длины тиража и сложности дизайна. Для средних тиражей (10 000 – 50 000 м) с учетом наладки, промывки и замены рулонов, средняя эффективная скорость составляет 100-140 м/мин. За 8-часовую смену (с учетом обедов и перерывов) машина произведет примерно 40 000 – 60 000 погонных метров готовой продукции. Если тиражи короткие (до 5000 м), эффективность падает до 60-80 м/мин из-за частых переналадок.
Можно ли печатать на прозрачных пленках (PET, PP)?
Да, высокоскоростная 6-цветная флексографская машина для этикеток с вырубкой отлично справляется с пленками, но требуется соблюдение трех условий: 1) Наличие статических нейтрализаторов (ионизаторов) на входе и выходе, так как пленка сильно электризуется. 2) Использование специальных анилоксов с малым объемом ячейки для тонкого нанесения краски. 3) Правильный подбор УФ-красок с высокой адгезией к полимерам. Без ионизаторов печать на пленке будет невозможна из-за притяжения пыли и смещения трека.
Сколько времени занимает смена заказа (наладка)?
На машине с сервоприводами и полуавтоматической приводкой смена заказа занимает 40-60 минут. Это включает: снятие старых форм и анилоксов, установку новых, заправку полотна, смывку красочных аппаратов и выход на режим. Если машина оснащена системой автоматической приводки по метке (CCD), время сокращается до 20-30 минут. Для ускорения процесса мы рекомендуем использовать предварительную настройку позиций печатных секций «на столе» перед установкой в машину.
Какие гарантии и сертификация необходимы?
Для легальной работы в России машина должна иметь сертификат соответствия ТР ТС (ЕАС), подтверждающий безопасность электрооборудования и механических узлов. Отсутствие этого документа может привести к проблемам при проверках Ростехнадзора. Кроме того, требуйте гарантию на основные узлы (двигатели, редукторы) не менее 12 месяцев. Обратите внимание, что гарантия на расходные части (валики, ремни) обычно составляет 3-6 месяцев или определенное количество метров пробега.
Нужен ли компрессор и какое давление требуется?
Да, пневматика широко используется в флексомашинах: для прижима ракелей, работы воздушных валов (air shafts) для фиксации рулонов, управления пневмомуфтами. Требуется источник сжатого воздуха с давлением 6-8 бар и производительностью не менее 500-800 литров в минуту. Критически важно наличие системы подготовки воздуха: фильтр-влагоотделитель и регулятор давления. Влажный или грязной воздух выведет из строя пневмоцилиндры и клапаны за несколько месяцев. Подключайте машину только через магистральный фильтр тонкой очистки.
Пошаговый план запуска и ввода в эксплуатацию
Покупка оборудования — это только начало. Успех проекта зависит от правильного запуска. Мы разработали чек-лист, основанный на нашем опыте, который поможет вам избежать типичных ошибок первого месяца работы.
- Подготовка помещения. Флексография чувствительна к температуре и влажности. Идеальные условия: температура 20-23°C, влажность 50-60%. Резкие перепады вызывают расширение или сжатие пленки и бумаги, что сбивает приводку. Установите кондиционер и увлажнитель до прибытия машины. Пол должен быть ровным (перепад не более 2 мм на 2 метра), чтобы виброизоляция машины работала корректно.
- Монтаж и подключение. Доверьте это сертифицированным инженерам. Проверьте фазировку электросети (неправильная фаза может сжечь блоки питания УФ-ламп). Подключите воздуховоды с использованием металлических труб, а не гибких шлангов, чтобы избежать падения давления. Заземление должно быть отдельным контуром с сопротивлением не более 4 Ом, чтобы защитить чувствительную электронику от помех.
- Холодный тест (Dry Run). Запустите машину без материала и краски. Проверьте работу всех двигателей, датчиков и аварийных кнопок. Убедитесь, что система натяжения реагирует корректно. Проверьте вращение валов на отсутствие биений. Любая вибрация на холостом ходу превратится в брак при печати.
- Обучение персонала. Инженеры поставщика должны провести обучение не только для печатников, но и для механиков и электристов. Персонал должен знать, как менять анилоксы, как чистить УФ-лампы, как калибровать датчики метки. Зафиксируйте процесс обучения на видео для будущих сотрудников.
- Пробная печать (Test Print). Не начинайте с коммерческого заказа. Отпечатайте тестовые таблицы: шкалы плотности, растискивание, приводку. Измерьте результаты денситометром. Настройте давление прижима («поцелуйный отпечаток»). Только после того, как тестовые отпечатки утверждены технологом, можно запускать первый реальный тираж.
Помните: первая неделя работы — самая критичная. Не гонитесь за скоростью. Работайте на 50-60% от максимума, чтобы выявить скрытые дефекты настройки и привыкнуть к характеру машины.
Заключение: инвестиция в стабильность
Выбор высокоскоростной 6-цветной флексографской машины для этикеток с вырубкой — это стратегическое решение, которое определит конкурентоспособность вашего производства на ближайшие 7-10 лет. Рынок не прощает низкого качества и срывов сроков. Современное оборудование позволяет снизить себестоимость этикетки за счет экономии материалов, уменьшения брака и повышения скорости выпуска.
Мы видим, что компании, инвестирующие в машины с сервоприводами и автоматизацией, выигрывают у конкурентов, использующих устаревшее оборудование, именно за счет гибкости. Они могут брать короткие, маржинальные заказы, которые другие не могут выполнить рентабельно. Не экономьте на системах контроля и сушке — именно они определяют качество, за которое платит клиент.
Если вы готовы обсудить конкретную конфигурацию линии под ваши задачи, получить расчет окупаемости или запросить список рекомендованных моделей, наши эксперты готовы помочь. Мы предлагаем не просто продажу оборудования, а комплексное внедрение технологии, включая обучение и сервисную поддержку.
Запросить коммерческое предложение на флексографское оборудование
Свяжитесь с нами сегодня, чтобы получить бесплатный аудит вашего текущего производственного процесса и рекомендации по оптимизации.




-


-


-
-


WeChat

-
WhatsApp
